

Čierny keramický krúžok z karbidu kremíka je vysoko výkonná keramická zostava vyrobená z vysoko čistého karbidu kremíka presným lisovaním a vysokoteplotným spekaním. Jeho štvoruholníková kryštálová...
Pozrite si Podrobnosti
SLEDUJTE NÁS:





 Email: zf@zfcera.com
Email: zf@zfcera.com
 Telephone: +86-188 8878 5188
Telephone: +86-188 8878 5188

Keramika z nitridu kremíka: Ako dnes táto „praktická sila“ prináša hodnotu v priemyselných scenároch?
2025-10-11
I. Prečo môže keramika z nitridu kremíka vydržať extrémne priemyselné prostredie?
Ako „vysoko výkonný materiál“ na riešenie extrémnych prostredí v súčasnom priemyselnom sektore, keramika z nitridu kremíka majú hustú a stabilnú trojrozmernú štruktúru kovalentnej väzby. Táto mikroštrukturálna charakteristika sa priamo premieta do troch praktických výhod – odolnosti proti opotrebeniu, odolnosti voči tepelným šokom a odolnosti proti korózii – každú podporujú jasné výsledky priemyselných testov a scenáre reálnych aplikácií.
Pokiaľ ide o odolnosť proti opotrebovaniu, keramika z nitridu kremíka sa môže pochváliť výrazne vyššou tvrdosťou ako tradičná nástrojová oceľ. Pri testoch mechanických častí po nepretržitej prevádzke za rovnakých pracovných podmienok je strata opotrebovania keramických guľôčok z nitridu kremíka oveľa nižšia ako u oceľových guľôčok, čo predstavuje podstatné zlepšenie odolnosti proti opotrebovaniu. Napríklad v textilnom priemysle sú valčeky spriadacích strojov vyrobených z tradičnej ocele náchylné na opotrebovanie v dôsledku trenia vlákien, čo vedie k nerovnomernej hrúbke priadze a vyžaduje výmenu každé 3 mesiace. Naproti tomu keramické valčeky z nitridu kremíka vykazujú oveľa pomalšie opotrebovanie s výmenným cyklom predĺženým na 2 roky. To nielen znižuje prestoje pri výmene dielu (každá výmena predtým vyžadovala 4 hodiny prestoja, teraz sa skráti o 16 hodín ročne), ale tiež znižuje mieru defektov priadze z 3 % na 0,5 %.
V oblasti keramických rezných nástrojov môžu CNC sústruhy vybavené keramickými nástrojmi z nitridu kremíka priamo rezať kalenú oceľ (bez potreby žíhania, čo je proces, ktorý zvyčajne trvá 4–6 hodín na dávku) pri dosahovaní drsnosti povrchu Ra ≤ 0,8 μm. Navyše životnosť keramických vrtákov z nitridu kremíka je 3–5 krát dlhšia ako životnosť tradičných vrtákov zo slinutého karbidu, čím sa zvyšuje účinnosť spracovania jednej série dielov o viac ako 40 %.
Čo sa týka tepelného výkonu, keramika z nitridu kremíka má oveľa nižší koeficient tepelnej rozťažnosti ako obyčajná uhlíková oceľ, čo znamená minimálnu objemovú deformáciu, keď je vystavená prudkým zmenám teploty. Priemyselné testy tepelných šokov ukazujú, že keď sa vzorky keramiky z nitridu kremíka odoberú z prostredia s vysokou teplotou 1000 °C a ihneď sa ponoria do vodného kúpeľa s teplotou 20 °C, zostanú bez trhlín a nepoškodené aj po 50 cykloch, pričom pevnosť v tlaku sa zníži len o 3 %. Za rovnakých testovacích podmienok sa u keramických vzoriek oxidu hlinitého po 15 cykloch objavia zjavné trhliny s 25 % poklesom pevnosti v tlaku.
Vďaka tejto vlastnosti vyniká keramika z nitridu kremíka v pracovných podmienkach pri vysokých teplotách. Napríklad v zariadeniach na plynulé odlievanie v metalurgickom priemysle môžu vložky foriem vyrobené z keramiky nitridu kremíka dlhodobo odolávať vysokej teplote roztavenej ocele (800–900 °C) pri častom kontakte s chladiacou vodou. Ich životnosť je 6–8 krát dlhšia ako u tradičných vložiek zo zliatiny medi, čím sa predlžuje cyklus údržby zariadenia z 1 mesiaca na 6 mesiacov.
Pokiaľ ide o chemickú stabilitu, keramika z nitridu kremíka vykazuje vynikajúcu odolnosť voči väčšine anorganických kyselín a zásadám s nízkou koncentráciou, s výnimkou reakcií s kyselinou fluorovodíkovou s vysokou koncentráciou. Pri koróznych testoch vykonaných v chemickom priemysle vykazovali testovacie kusy keramiky z nitridu kremíka ponorené do 20 % roztoku kyseliny sírovej pri 50 °C počas 30 po sebe nasledujúcich dní mieru straty hmotnosti iba 0,02 % a žiadne zjavné korózne stopy na povrchu. Naproti tomu 304 testovacích kusov z nehrdzavejúcej ocele za rovnakých podmienok malo stratu hmotnosti 1,5 % a zjavné hrdzavé škvrny.
V galvanizačnom priemysle môžu vložky nádrží na galvanické pokovovanie vyrobené z keramiky z nitridu kremíka vydržať dlhodobý kontakt s roztokmi na galvanické pokovovanie, ako je kyselina sírová a kyselina chlorovodíková, bez úniku (bežný problém s tradičnými vložkami z PVC, ktoré zvyčajne unikajú 2 až 3-krát ročne). Životnosť keramických vložiek z nitridu kremíka sa predĺži z 1 roka na 5 rokov, čím sa znížia výrobné nehody spôsobené únikom elektrolytického roztoku (každý únik si vyžaduje 1–2 dni odstávky výroby kvôli manipulácii) a znečistením životného prostredia.
Okrem toho si keramika z nitridu kremíka zachováva vynikajúce izolačné vlastnosti v prostredí s vysokou teplotou. Pri teplote 1200 °C zostáva ich objemový odpor medzi 10¹²–10¹³ Ω·cm, čo je 10⁴–10⁵ krát viac ako u tradičnej keramiky z oxidu hlinitého (s objemovým odporom približne 10⁸ Ω·cm pri 1200 °C). Vďaka tomu sú ideálne pre scenáre s vysokoteplotnou izoláciou, ako sú izolačné konzoly vo vysokoteplotných elektrických peciach a vysokoteplotné izolačné návleky na drôty v leteckom zariadení.
II. V ktorých kľúčových oblastiach sa v súčasnosti používa keramika z nitridu kremíka?
Keramika z nitridu kremíka, využívajúca svoju „viacvýkonnú adaptabilitu“, sa široko používa v kľúčových oblastiach, ako je výroba strojov, zdravotnícke zariadenia, chemické inžinierstvo a energetika a komunikácia. Každá oblasť má špecifické aplikačné scenáre a praktické výhody, ktoré efektívne riešia výrobné výzvy, ktoré tradičné materiály ťažko prekonávajú.
(1) Výroba strojov: Presné inovácie z automobilového priemyslu na poľnohospodárske stroje
Vo výrobe strojov, okrem bežných keramických rezných nástrojov, sa keramika z nitridu kremíka široko používa vo vysoko presných komponentoch jadra odolných voči opotrebovaniu. V automobilových motoroch sa vo vysokotlakových systémoch common rail dieselových motorov používajú keramické plunžerové hriadele z nitridu kremíka. S drsnosťou povrchu Ra ≤ 0,1 μm a rozmerovou toleranciou ± 0,001 mm ponúkajú 4–25-krát lepšiu odolnosť paliva proti korózii ako tradičné plunžerové hriadele z nehrdzavejúcej ocele (v závislosti od typu paliva). Po 10 000 hodinách nepretržitej prevádzky motora je strata opotrebovania keramických plunžerových hriadeľov z nitridu kremíka iba 1/10 v porovnaní s nehrdzavejúcou oceľou, čo znižuje poruchovosť vysokotlakových systémov Common Rail z 3 % na 0,5 % a zlepšuje palivovú účinnosť motora o 5 % (úspora 0,3 l nafty na 100 km).
V poľnohospodárskych strojoch ozubené kolesá pre zariadenia na dávkovanie osiva v sadzačkách, vyrobené z keramiky nitridu kremíka, vykazujú silnú odolnosť voči opotrebovaniu pôdy a korózii pesticídmi. Tradičné oceľové ozubené kolesá, keď sa používajú pri operáciách na poľnohospodárskej pôde, sa rýchlo opotrebúvajú pieskom v pôde a korodujú zvyškami pesticídov, čo si zvyčajne vyžaduje výmenu každé 3 mesiace (so stratou opotrebovania ≥ 0,2 mm, čo vedie k chybe sejby ≥ 5 %). Naproti tomu keramické ozubené kolesá z nitridu kremíka sa môžu používať nepretržite viac ako 1 rok so stratou opotrebenia ≤ 0,03 mm a chybou výsevu kontrolovanou v rámci 1 %, čím sa zabezpečuje stabilná presnosť výsevu a znižuje sa potreba opätovného výsevu.
V presných obrábacích strojoch sa na polohovanie obrobku v CNC obrábacích centrách používajú keramické polohovacie kolíky z nitridu kremíka. S presnosťou opakovaného polohovania ±0,0005 mm (4-krát vyššou ako pri oceľových polohovacích kolíkoch, ktoré majú presnosť ±0,002 mm) si zachovávajú dlhú životnosť aj pri vysokofrekvenčnom polohovaní (1 000 cyklov polohovania za deň), predlžujú cyklus údržby zo 6 mesiacov na 3 roky a skracujú ročné prestoje stroja na výmenu dielov z 12 hodín. To umožňuje, aby jeden obrábací stroj spracoval približne 500 ďalších dielov ročne.
(2) Zdravotnícke pomôcky: vylepšenia bezpečnosti od zubného lekárstva po oftalmológiu
V oblasti zdravotníckych pomôcok sa keramika z nitridu kremíka stala ideálnym materiálom pre minimálne invazívne nástroje a dentálne nástroje vďaka svojej „vysokej tvrdosti, netoxicite a odolnosti voči korózii telesnými tekutinami“. V zubnom ošetrení sú keramické ložiskové guľôčky z nitridu kremíka pre zubné vŕtačky dostupné v rôznych veľkostiach (1 mm, 1,5 mm, 2,381 mm), aby sa prispôsobili rôznym rýchlostiam vŕtania. Tieto keramické guľôčky prechádzajú ultra-presným leštením, pričom sa dosahuje chyba kruhovitosti ≤ 0,5 μm. Po zostavení do zubných vŕtačiek môžu pracovať pri ultra vysokých otáčkach (až 450 000 otáčok za minútu) bez uvoľňovania kovových iónov (bežný problém s tradičnými ložiskovými guľôčkami z nehrdzavejúcej ocele, ktoré môžu spôsobiť alergie u 10 % – 15 % pacientov) aj po dlhodobom kontakte s telesnými tekutinami a čistiacimi prostriedkami.
Klinické údaje ukazujú, že zubné vŕtačky vybavené keramickými ložiskovými guľôčkami z nitridu kremíka majú životnosť 3-krát dlhšiu ako tradičné vŕtačky, čo znižuje náklady na výmenu nástrojov v zubných ambulanciách o 67 %. Vylepšená prevádzková stabilita navyše znižuje nepohodlie pacientov pri vibráciách o 30 % (amplitúda vibrácií znížená z 0,1 mm na 0,07 mm).
V očnej chirurgii majú fakoemulzifikačné ihly na operáciu sivého zákalu, vyrobené z keramiky z nitridu kremíka, priemer hrotu len 0,8 mm. Vďaka vysokej tvrdosti a hladkému povrchu (drsnosť povrchu Ra ≤ 0,02 μm) dokážu šošovku presne rozbiť bez poškriabania vnútroočných tkanív. V porovnaní s tradičnými ihlami z titánovej zliatiny znižujú keramické ihly z nitridu kremíka mieru poškriabania tkaniva z 2 % na 0,3 %, minimalizujú veľkosť chirurgického rezu z 3 mm na 2,2 mm a skracujú dobu pooperačnej rekonvalescencie o 1–2 dni. Podiel pacientov so zrakovou ostrosťou obnovenou na 0,8 alebo viac sa zvyšuje o 15 %.
V ortopedickej chirurgii ponúkajú minimálne invazívne pedikulové skrutkové vodidlá vyrobené z keramiky z nitridu kremíka vysokú tvrdosť a neprekážajú pri zobrazovaní CT alebo MRI (na rozdiel od tradičných kovových vodidiel, ktoré spôsobujú artefakty zakrývajúce obraz). To umožňuje lekárom potvrdiť polohu vodidla v reálnom čase pomocou zobrazovacieho zariadenia, čím sa zníži chyba pri chirurgickom umiestnení z ±1 mm na ±0,3 mm a o 25 % sa zníži výskyt chirurgických komplikácií (ako je poškodenie nervov a nesprávne nastavenie skrutiek).
(3) Chemické inžinierstvo a energetika: Predĺženie životnosti z uhoľných chemikálií na ťažbu ropy
Chemické inžinierstvo a energetika sú hlavnými aplikačnými oblasťami keramika z nitridu kremíka , kde ich „odolnosť voči korózii a odolnosť voči vysokým teplotám“ efektívne rieši otázky krátkej životnosti a vysokých nákladov na údržbu tradičných materiálov. V uhoľnom chemickom priemysle sú splyňovače hlavným zariadením na premenu uhlia na syngas a ich vložky musia dlhodobo odolávať vysokým teplotám 1300 °C a korózii plynov, ako je sírovodík (H2S).
Predtým mali vložky z chrómovej ocele používané v tomto scenári priemernú životnosť iba 1 rok, čo si vyžadovalo 20 dní odstávky na výmenu a náklady na údržbu presahujúce 5 miliónov juanov na jednotku. Po prechode na keramické vložky z nitridu kremíka (s 10 μm hrubým antipermeačným povlakom na zvýšenie odolnosti proti korózii) sa životnosť predĺži na viac ako 5 rokov a zodpovedajúcim spôsobom sa predĺži aj cyklus údržby. To znižuje ročné prestoje jedného splyňovača o 4 dni a každoročne ušetrí 800 000 juanov na nákladoch na údržbu.
V priemysle ťažby ropy môžu kryty pre ťažobné nástroje vyrobené z keramiky z nitridu kremíka odolať vysokým teplotám (nad 150 °C) a korózii soľanky (obsah soľnej soli ≥ 20 %) v hlbokých vrtoch. Tradičné kovové kryty (napr. nehrdzavejúca oceľ 316) často presakujú po 6 mesiacoch používania, čo spôsobuje poruchy prístroja (s mierou zlyhania približne 15 % za rok). Naproti tomu keramické kryty z nitridu kremíka môžu stabilne fungovať viac ako 2 roky s mierou zlyhania menšou ako 1 %, čím sa zaisťuje kontinuita zaznamenávania údajov a znižuje sa potreba opätovného spustenia operácií (každé opätovné spustenie stojí 30 000 – 50 000 juanov).
V priemysle elektrolýzy hliníka musia bočné steny elektrolytických článkov odolávať korózii z roztavených elektrolytov pri 950 °C. Tradičné karbónové bočné steny majú priemernú životnosť iba 2 roky a sú náchylné na únik elektrolytu (1–2 úniky za rok, každý si vyžaduje 3 dni odstávky výroby na manipuláciu). Po použití keramických bočných stien z nitridu kremíka sa ich odolnosť proti korózii voči roztaveným elektrolytom strojnásobí, čím sa predĺži životnosť z 2 rokov na 8 rokov. Okrem toho je tepelná vodivosť keramiky z nitridu kremíka (približne 15 W/m·K) len 30 % v porovnaní s uhlíkovými materiálmi (približne 50 W/m·K), čím sa znižuje tepelná strata z elektrolytického článku a spotreba energie na jednotku pri elektrolýze hliníka o 3 % (úspora 150 kWh elektrickej energie na tonu hliníka). Jediný elektrolytický článok ušetrí ročne približne 120 000 juanov na nákladoch na elektrinu.
(4) 5G komunikácia: vylepšenia výkonu zo základňových staníc na systémy namontované vo vozidle
V oblasti 5G komunikácie sa keramika z nitridu kremíka stala kľúčovým materiálom pre kryty krytov základňových staníc a radarov vďaka ich „nízkej dielektrickej konštante, nízkej strate a odolnosti voči vysokej teplote“. Kryty základňových staníc 5G musia zabezpečiť prenikanie signálu a zároveň odolávať drsným vonkajším podmienkam, ako je vietor, dážď, vysoké teploty a ultrafialové žiarenie.
Tradičné kryty zo sklenených vlákien majú dielektrickú konštantu približne 5,5 a stratu prieniku signálu približne 3 dB. Naproti tomu porézna keramika z nitridu kremíka (s nastaviteľnou veľkosťou pórov 10 – 50 μm a pórovitosťou 30 % – 50 %) má dielektrickú konštantu 3,8 – 4,5 a stratu prieniku signálu zníženú na menej ako 1,5 dB, čím sa polomer pokrytia signálom rozširuje z 500 metrov na 575 metrov (zlepšenie o 15 %).
Okrem toho pórovitá keramika z nitridu kremíka odoláva teplotám až do 1200 °C, pričom si zachováva svoj tvar a výkon bez starnutia aj v oblastiach s vysokou teplotou (s povrchovými teplotami dosahujúcimi 60 °C v lete). Ich životnosť je dvojnásobná v porovnaní s krytmi zo sklenených vlákien (predĺžená z 5 rokov na 10 rokov), čím sa znížia náklady na výmenu krytov pre základňové stanice o 50 %.
V námorných komunikačných základňových staniciach môžu keramické kryty z nitridu kremíka odolávať korózii soli z morskej vody (s koncentráciou chloridových iónov približne 19 000 mg/l v morskej vode). Tradičné kryty zo sklenených vlákien zvyčajne vykazujú starnutie povrchu a odlupovanie (s oblasťou odlupovania ≥ 10 %) po 2 rokoch používania na mori, čo si vyžaduje skorú výmenu. Naproti tomu kryty z nitridu kremíka z keramických krytov možno používať viac ako 5 rokov bez zjavnej korózie, čím sa znižuje frekvencia údržby (z raz za 2 roky na raz za 5 rokov) a ušetria sa náklady na prácu približne 20 000 juanov na údržbu.
V radarových systémoch namontovaných vo vozidle môžu keramické radarové kryty z nitridu kremíka pracovať v širokom rozsahu teplôt (-40 °C až 125 °C). Pri testoch pre radary s milimetrovými vlnami (frekvenčné pásmo 77 GHz) je ich tangens dielektrickej straty (tanδ) ≤ 0,002, oveľa nižší ako u tradičných plastových krytov radarov (tanδ ≈ 0,01). To zvyšuje vzdialenosť detekcie radaru zo 150 metrov na 180 metrov (zlepšenie o 20 %) a zlepšuje stabilitu detekcie v nepriaznivom počasí (dážď, hmla) o 30 % (zníženie chyby detekcie z ±5 metrov na ±3,5 metra), čo pomáha vozidlám identifikovať prekážky vopred a zlepšuje bezpečnosť jazdy.
III. Ako existujúce nízkonákladové technológie prípravy podporujú popularizáciu keramiky z nitridu kremíka?
Predtým bola aplikácia keramiky z nitridu kremíka limitovaná vysokými nákladmi na suroviny, vysokou spotrebou energie a zložitými procesmi pri ich príprave. Dnes sa industrializovalo množstvo vyspelých lacných technológií prípravy, ktoré znižujú náklady počas celého procesu (od surovín po tvarovanie a spekanie) a zároveň zabezpečujú výkonnosť produktu. To podporilo rozsiahlu aplikáciu keramiky z nitridu kremíka vo viacerých oblastiach, pričom každá technológia je podporovaná jasnými aplikačnými efektmi a prípadmi.
(1) Syntéza spaľovania 3D tlače: Nízkonákladové riešenie pre zložité konštrukcie
3D tlač v kombinácii so spaľovacou syntézou je jednou z kľúčových technológií, ktoré v posledných rokoch vedú k znižovaniu nákladov na keramiku z nitridu kremíka a ponúkajú výhody, ako sú „nízkonákladové suroviny, nízka spotreba energie a prispôsobiteľné zložité štruktúry“.
Tradičná príprava keramiky z nitridu kremíka využíva vysoko čistý prášok nitridu kremíka (čistota 99,9 %, cena približne 800 juanov/kg) a vyžaduje spekanie vo vysokoteplotnej peci (1800 – 1900 °C), čo vedie k vysokej spotrebe energie (približne 5 000 kWh na tonu produktov). Na rozdiel od toho technológia syntézy spaľovania pri 3D tlači využíva ako surovinu bežný priemyselný kremíkový prášok (98% čistota, cena približne 50 juanov/kg). Najprv sa použije technológia 3D tlače selektívneho laserového sintrovania (SLS) na vytlačenie kremíkového prášku do zeleného telesa požadovaného tvaru (s presnosťou tlače ±0,1 mm). Surové teleso sa potom umiestni do utesneného reaktora a zavedie sa plynný dusík (99,9% čistota). Elektrickým zahriatím surového telesa na bod vznietenia kremíka (približne 1450 °C) kremíkový prášok spontánne reaguje s dusíkom za vzniku nitridu kremíka (reakčný vzorec: 3Si 2N₂ = Si3N4). Teplo uvoľnené reakciou podporuje následné reakcie, čím sa eliminuje potreba kontinuálneho externého vysokoteplotného ohrevu a dosahuje sa "spekanie s takmer nulovou spotrebou energie" (spotreba energie znížená na menej ako 1000 kWh na tonu produktov).
Náklady na suroviny tejto technológie predstavujú iba 6,25 % nákladov na tradičné procesy a spotreba energie na spekanie je znížená o viac ako 80 %. Okrem toho technológia 3D tlače umožňuje priamu výrobu keramických výrobkov z nitridu kremíka so zložitými pórovitými štruktúrami alebo špeciálnymi tvarmi bez následného spracovania (tradičné procesy vyžadujú viac krokov rezania a brúsenia, výsledkom čoho je strata materiálu približne 20 %), čím sa využitie materiálu zvyšuje na viac ako 95 %.
Napríklad spoločnosť využívajúca túto technológiu na výrobu poréznych keramických filtračných jadier z nitridu kremíka dosahuje chybu rovnomernosti veľkosti pórov ≤ 5 %, skracuje výrobný cyklus z 15 dní (tradičný proces) na 3 dni a zvyšuje mieru kvalifikácie produktu z 85 % na 98 %. Výrobné náklady na jedno jadro filtra sa znížia z 200 juanov na 80 juanov. V zariadeniach na čistenie odpadových vôd dokážu tieto 3D tlačené pórovité keramické filtračné jadrá účinne filtrovať nečistoty v odpadovej vode (s presnosťou filtrácie až 1 μm) a odolávať acidobázickej korózii (vhodné pre odpadové vody s rozsahom pH 2–12). Ich životnosť je 3-krát dlhšia ako u tradičných plastových filtračných jadier (predĺžená zo 6 mesiacov na 18 mesiacov) a náklady na výmenu sú nižšie. Boli propagované a používané v mnohých malých a stredných čistiarňach odpadových vôd, čím pomohli znížiť náklady na údržbu filtračných systémov o 40 %.
(2) Recyklácia kovovej formy na odlievanie gélu: Výrazné zníženie nákladov na formy
Kombinácia technológie odlievania gélu a technológie recyklácie kovových foriem znižuje náklady z dvoch aspektov – „náklady na formy“ a „účinnosť tvarovania“ – čím sa rieši problém vysokých nákladov spôsobených jednorazovým použitím foriem v tradičných procesoch odlievania gélu.
Tradičné procesy odlievania gélu väčšinou využívajú živicové formy, ktoré je možné použiť iba 1–2 krát, kým sa vyhodia (živica je náchylná na praskanie v dôsledku zmršťovania pri vytvrdzovaní počas tvarovania). Pre keramické výrobky z nitridu kremíka so zložitými tvarmi (ako sú špeciálne tvarované ložiskové puzdrá) sú náklady na jednu živicovú formu približne 5 000 juanov a cyklus výroby formy trvá 7 dní, čo výrazne zvyšuje výrobné náklady.
Naproti tomu technológia recyklácie kovových foriem na odlievanie gélu využíva na výrobu foriem nízkoteplotné taviteľné zliatiny (s teplotou topenia približne 100–150 °C, ako sú zliatiny bizmut-cín). Tieto zliatinové formy je možné opätovne použiť 50 – 100-krát a po amortizácii nákladov na formy sa náklady na formu na dávku produktov znížia z 5 000 juanov na 50 – 100 juanov, čo predstavuje pokles o viac ako 90 %.
Špecifický priebeh procesu je nasledovný: Najprv sa nízkoteplotná taviteľná zliatina zahreje a roztaví, potom sa naleje do oceľovej hlavnej formy (ktorá sa môže používať dlhú dobu) a ochladí sa, aby sa vytvorila zliatinová forma. Potom sa keramická kaša nitridu kremíka (zložená z prášku nitridu kremíka, spojiva a vody, s obsahom pevných látok približne 60 %) vstrekne do zliatinovej formy a inkubuje sa pri teplote 60 – 80 °C počas 2 – 3 hodín, aby sa kaša zgélovala a stuhla do surového telesa. Nakoniec sa zliatinová forma so zeleným telesom zahreje na 100–150 °C, aby sa znovu roztavila zliatinová forma (miera regenerácie zliatiny je viac ako 95 %) a súčasne sa vyberie keramické surové teleso (relatívna hustota surového telesa je približne 55 % a relatívna hustota môže po následnom spekaní dosiahnuť viac ako 98 %).
Táto technológia nielen znižuje náklady na formy, ale aj skracuje cyklus výroby formy zo 7 dní na 1 deň, čím sa 6-násobne zvyšuje účinnosť formovania zeleného tela. Keramický podnik využívajúci túto technológiu na výrobu keramických plunžerových hriadeľov z nitridu kremíka zvýšil svoju mesačnú výrobnú kapacitu z 500 kusov na 3 000 kusov, znížil náklady na formu na výrobok z 10 juanov na 0,2 juanov a znížil celkové náklady na produkt o 18 %. V súčasnosti sa keramické plunžerové hriadele vyrábané týmto podnikom dodávajú v dávkach mnohým výrobcom automobilových motorov, čím nahrádzajú tradičné plunžerové hriadele z nehrdzavejúcej ocele a pomáhajú výrobcom automobilov znížiť poruchovosť vysokotlakových systémov Common Rail motora z 3 % na 0,3 %, čím sa každoročne ušetrí takmer 10 miliónov juanov na popredajných nákladoch na údržbu.
(3) Proces lisovania za sucha: Efektívna voľba pre hromadnú výrobu
Proces suchého lisovania dosahuje zníženie nákladov prostredníctvom „zjednodušených procesov a úspory energie“, vďaka čomu je obzvlášť vhodný na hromadnú výrobu keramických výrobkov z nitridu kremíka s jednoduchými tvarmi (ako sú ložiskové guľôčky a puzdrá). V súčasnosti je to hlavný proces prípravy štandardizovaných produktov, ako sú keramické ložiská a tesnenia.
Tradičný proces lisovania za mokra vyžaduje zmiešanie prášku nitridu kremíka s veľkým množstvom vody (alebo organických rozpúšťadiel), aby sa vytvorila kaša (s obsahom tuhej látky približne 40 % – 50 %), po ktorej nasleduje formovanie, sušenie (udržiavanie pri teplote 80 – 120 °C počas 24 hodín) a odstraňovanie spojov (udržiavanie pri teplote 600 – 800 °C po dobu 14 hodín). Proces je ťažkopádny a energeticky náročný a zelené telo je náchylné na praskanie počas sušenia (s rýchlosťou praskania približne 5 % – 8 %), čo ovplyvňuje mieru kvalifikácie produktu.
Naproti tomu proces suchého lisovania priamo využíva prášok nitridu kremíka (s malým množstvom pevného spojiva, ako je polyvinylalkohol, pridaný v pomere len 2 % – 3 % hmotnosti prášku). Zmes sa mieša vo vysokorýchlostnom mixéri (otáčajúcom sa rýchlosťou 1 500 – 2 000 ot./min.) počas 1 – 2 hodín, aby sa zabezpečilo, že spojivo rovnomerne pokryje povrch prášku a vytvorí prášok s dobrou tekutosťou. Prášok sa potom privádza do lisu na suché lisovanie (tvarovací tlak je zvyčajne 20–50 MPa, upravený podľa tvaru produktu), aby sa v jednom kroku vytvorilo surové teleso s rovnomernou hustotou (relatívna hustota surového telesa je približne 60 %–65 %).
Tento proces úplne eliminuje kroky sušenia a odstraňovania spojiva, čím sa skracuje výrobný cyklus zo 48 hodín (tradičný mokrý proces) na 8 hodín – zníženie o viac ako 30 %. Zároveň, keďže nie je potrebný ohrev na sušenie a odstraňovanie spojiva, spotreba energie na tonu výrobkov sa zníži z 500 kWh na 100 kWh, čo predstavuje pokles o 80 %.
Okrem toho proces suchého lisovania neprodukuje žiadne odpadové vody ani emisie odpadových plynov (proces lisovania za mokra vyžaduje čistenie odpadových vôd obsahujúcich spojivá), čím sa dosahuje „nulové emisie uhlíka“ a sú splnené výrobné požiadavky na ochranu životného prostredia. Ložiskový podnik využívajúci proces suchého lisovania na výrobu keramických ložiskových guľôčok z nitridu kremíka (s priemerom 5 – 20 mm) optimalizoval dizajn formy a parametre lisovania, reguloval rýchlosť praskania surového telesa pod 0,5 % a zvýšil mieru kvalifikácie produktu z 88 % (mokrý proces) na 99 %. Ročná výrobná kapacita sa zvýšila zo 100 000 kusov na 300 000 kusov, náklady na energiu na produkt sa znížili z 5 juanov na 1 juan a podnik ušetril každý rok 200 000 juanov na nákladoch na čistenie životného prostredia v dôsledku absencie potreby čistenia odpadových vôd.
Tieto keramické ložiskové guľôčky boli aplikované na špičkové vretená obrábacích strojov. V porovnaní s oceľovými ložiskovými guličkami znižujú tvorbu tepla trením počas chodu vretena (koeficient trenia sa zníži z 0,0015 na 0,001), zvýšia otáčky vretena o 15 % (z 8 000 ot./min na 9 200 ot./min.) a zaisťujú stabilnejšiu presnosť spracovania (chyba spracovania sa zníži z ±0,002 mm na ±0,002 mm).
(4) Inovácia surovín: Monazit nahrádza oxidy vzácnych zemín
Inovácie v oblasti surovín poskytujú zásadnú podporu pre zníženie nákladov na keramiku z nitridu kremíka, medzi ktoré sa industrializovala technológia „používania monazitu namiesto oxidov vzácnych zemín ako pomôcok na spekanie“.
V tradičnom procese spekania keramiky z nitridu kremíka sa oxidy vzácnych zemín (ako Y2O3 a La2O3) pridávajú ako pomocné spekacie prostriedky na zníženie teploty spekania (z viac ako 2 000 °C na približne 1 800 °C) a podporujú rast zŕn, čím sa vytvorí hustá keramická štruktúra. Tieto vysoko čisté oxidy vzácnych zemín sú však drahé (Y₂O3 má cenu približne 2 000 juanov/kg, La₂O₃ približne 1 500 juanov/kg) a pridané množstvo je zvyčajne 5 % – 10 % (hmotn.), čo predstavuje viac ako 60 % celkových cien surovín.
Monazit je prírodný minerál vzácnych zemín, ktorý pozostáva hlavne z viacerých oxidov vzácnych zemín, ako sú CeO₂, La₂O3 a Nd2O3. Po obohacovaní, kyslom lúhovaní a extrakčnom čistení môže celková čistota oxidov vzácnych zemín dosiahnuť viac ako 95 % a cena je len približne 100 juanov/kg, čo je oveľa nižšia cena ako pri jednotlivých vysoko čistých oxidoch vzácnych zemín. Ešte dôležitejšie je, že viaceré oxidy vzácnych zemín v monazitoch majú synergický efekt – CeO₂ podporuje zahusťovanie v ranom štádiu spekania, La₂O₃ inhibuje nadmerný rast zŕn a Nd2O3 zlepšuje lomovú húževnatosť keramiky, čo má za následok lepšie komplexné spekacie účinky ako jednotlivé oxidy vzácnych zemín.
Experimentálne údaje ukazujú, že v prípade keramiky z nitridu kremíka s prídavkom 5 % (hmotn.) monazitu možno teplotu spekania znížiť z 1 800 °C (tradičný proces) na 1 600 °C, čas spekania sa skráti zo 4 hodín na 2 hodiny a spotreba energie sa zníži o 25 %. Pevnosť v ohybe pripravenej keramiky z nitridu kremíka zároveň dosahuje 850 MPa a lomová húževnatosť dosahuje 7,5 MPa·m¹/², čo je porovnateľné s výrobkami pridanými oxidmi vzácnych zemín (pevnosť v ohybe 800–850 MPa, lomová húževnatosť 7–7,5 MPa·m¹/²), plne spĺňajúce požiadavky priemyselného použitia.
Podnik s keramickým materiálom, ktorý prijal monazit ako pomoc pri spekaní, znížil svoje náklady na suroviny z 12 000 juanov/tonu na 6 000 juanov/tonu, čo predstavuje pokles o 50 %. Medzitým sa v dôsledku nižšej teploty spekania predĺžila životnosť spekacej pece z 5 na 8 rokov, čím sa znížili náklady na odpisy zariadení o 37,5 %. Nízkonákladové keramické obkladové tehly z nitridu kremíka (s rozmermi 200 mm × 100 mm × 50 mm) vyrábané týmto podnikom sú dodávané v dávkach na vnútorné steny kotlov na chemické reakcie, ktoré nahrádzajú tradičné obkladové tehly s vysokým obsahom oxidu hlinitého. Ich životnosť sa predlžuje z 2 rokov na 4 roky, čo pomáha chemickým podnikom zdvojnásobiť cyklus údržby reakčných kanvíc a ročne ušetriť 300 000 juanov na nákladoch na údržbu na kanvicu.
IV. Aké body údržby a ochrany by ste si mali všímať pri používaní keramiky z nitridu kremíka?
Hoci keramika z nitridu kremíka má vynikajúci výkon, vedecká údržba a ochrana pri praktickom používaní môže ďalej predĺžiť ich životnosť, zabrániť poškodeniu spôsobenému nesprávnou prevádzkou a zlepšiť nákladovú efektívnosť ich aplikácie – čo je dôležité najmä pre personál údržby zariadení a operátorov v prvej línii.
(1) Denné čistenie: Zabráňte poškodeniu povrchu a zníženiu výkonu
Ak nečistoty ako olej, prach alebo korozívne médiá priľnú na povrch keramiky z nitridu kremíka, dlhodobá akumulácia ovplyvní ich odolnosť proti opotrebovaniu, tesniaci výkon alebo izolačný výkon. Vhodné metódy čistenia by sa mali zvoliť podľa scenára aplikácie.
V prípade keramických komponentov v mechanických zariadeniach (ako sú ložiská, plunžerové hriadele a vodiace kolíky) by sa mal najprv použiť stlačený vzduch (s tlakom 0,4 – 0,6 MPa) na odfúknutie povrchového prachu, potom by sa malo jemne utrieť mäkkou handričkou alebo špongiou namočenou v neutrálnom čistiacom prostriedku (ako je priemyselný alkohol alebo 5 % – 10 % neutrálny roztok čistiaceho prostriedku). Je potrebné sa vyhnúť tvrdým nástrojom, ako je oceľová vlna, brúsny papier alebo tuhé škrabky, aby sa zabránilo poškriabaniu keramického povrchu – povrchové škrabance poškodia hustú štruktúru, znížia odolnosť proti opotrebovaniu (miera opotrebovania sa môže zvýšiť 2–3 krát) a spôsobia netesnosti v scenároch tesnenia.
Pri keramických komponentoch v zdravotníckych pomôckach (ako sú guľôčky zubných vrtákov a chirurgické ihly) je potrebné dodržiavať prísne sterilné postupy čistenia: najprv opláchnite povrch deionizovanou vodou, aby ste odstránili zvyšky krvi a tkanív, potom sterilizujte vo vysokoteplotnom a vysokotlakovom sterilizátore (121°C, 0,1 MPa para) po dobu 30 minút. Po sterilizácii by sa komponenty mali odstrániť sterilnou pinzetou, aby sa zabránilo kontaminácii pri kontakte s rukou, a malo by sa zabrániť kolízii s kovovými nástrojmi (ako sú chirurgické kliešte a podnosy), aby sa predišlo odštiepeniu alebo prasknutiu keramických komponentov (úlomky spôsobia koncentráciu napätia počas používania, čo môže viesť k zlomenine).
V prípade keramických výsteliek a potrubí v chemickom zariadení by sa malo čistenie vykonať po zastavení prepravy média a ochladení zariadenia na izbovú teplotu (aby sa predišlo poškodeniu spôsobenému tepelným šokom pri vysokoteplotnom čistení). Na opláchnutie vodného kameňa alebo nečistôt usadených na vnútornej stene je možné použiť vysokotlakovú vodnú pištoľ (s teplotou vody 20–40°C a tlakom 1–2 MPa). V prípade hrubého vodného kameňa je možné použiť slabý kyslý čistiaci prostriedok (napríklad 5 % roztok kyseliny citrónovej) na namočenie na 1–2 hodiny pred opláchnutím. Silné korozívne čistiace prostriedky (ako je koncentrovaná kyselina chlorovodíková a koncentrovaná kyselina dusičná) sú zakázané, aby sa zabránilo korózii keramického povrchu.
(2) Inštalácia a montáž: Kontrola napätia a presnosť montáže
Hoci keramika z nitridu kremíka má vysokú tvrdosť, má relatívne vysokú krehkosť (lomová húževnatosť približne 7–8 MPa·m¹/², oveľa nižšia ako u ocele, ktorá je nad 150 MPa·m¹/²). Nesprávne namáhanie alebo nedostatočná presnosť montáže počas inštalácie a montáže môže viesť k prasknutiu alebo prasknutiu. Treba poznamenať nasledujúce body:
Vyhnite sa tuhým nárazom: Počas inštalácie keramických komponentov je zakázané priame poklepávanie nástrojmi, ako sú kladivá alebo kľúče. Na pomocnú inštaláciu by sa malo použiť špeciálne mäkké náradie (ako sú gumené kladivá a medené manžety) alebo vodiace nástroje. Napríklad pri inštalácii keramických vodiacich kolíkov by sa malo najprv do inštalačného otvoru naniesť malé množstvo mazacieho tuku (ako je vazelína disulfid molybdeničitý), potom pomaly zatlačiť špeciálnou prítlačnou hlavicou (pri rýchlosti podávania ≤ 5 mm/s) a prítlačná sila by mala byť riadená pod 1/3 pevnosti v tlaku keramiky (zvyčajne 20 ≤ MP), aby sa keramika nerozbila. vytláčanie.
Vôľa ovládacieho prvku: Vôľa medzi keramickými komponentmi a kovovými komponentmi by mala byť navrhnutá podľa scenára aplikácie, zvyčajne pomocou prechodového uloženia alebo uloženia s malou vôľou (vôľa 0,005–0,01 mm). Je potrebné vyhnúť sa interferenčnému uloženiu – interferencia spôsobí, že keramický komponent bude vystavený dlhodobému namáhaniu v tlaku, čo ľahko vedie k mikrotrhlinám. Napríklad v prípade uloženia medzi keramickým ložiskom a hriadeľom môže uloženie s presahom spôsobiť koncentráciu napätia v dôsledku tepelnej rozťažnosti počas vysokorýchlostnej prevádzky, čo vedie k prasknutiu ložiska; nadmerná vôľa spôsobí počas prevádzky zvýšené vibrácie, ktoré ovplyvňujú presnosť.
Dizajn elastického upínania: Pre keramické komponenty, ktoré je potrebné upevniť (ako sú keramické nástroje a kryty snímačov), by sa namiesto pevného upínania mali použiť elastické upínacie štruktúry. Napríklad spojenie medzi keramickým nástrojovým hrotom a držiakom nástroja môže využívať na upnutie pružinovú klieštinu alebo elastickú rozpínaciu objímku, pričom sa využíva deformácia elastických prvkov na absorbovanie upínacej sily a zabránenie vylamovania nástroja v dôsledku nadmerného lokálneho namáhania; tradičné pevné upínanie skrutiek je náchylné na vytváranie trhlín v hrote nástroja, čo skracuje jeho životnosť.
(3) Prispôsobenie sa pracovným podmienkam: Vyhnite sa prekročeniu limitov výkonu
Keramika z nitridu kremíka má jasné limity výkonu. Prekročenie týchto limitov v pracovných podmienkach povedie k rýchlemu zníženiu výkonu alebo poškodeniu, čo si vyžaduje primerané prispôsobenie podľa skutočných scenárov:
Kontrola teploty: Dlhodobá prevádzková teplota keramiky z nitridu kremíka zvyčajne nie je vyššia ako 1 400 ° C a krátkodobá hranica vysokej teploty je približne 1 600 ° C. Dlhodobé používanie v prostredí s ultravysokou teplotou (nad 1 600 °C) spôsobí rast zŕn a štrukturálnu uvoľnenosť, čo vedie k zníženiu pevnosti (pevnosť v ohybe sa môže znížiť o viac ako 30 % po udržiavaní pri teplote 1 600 °C počas 10 hodín). Preto by sa v scenároch s ultravysokou teplotou, ako je metalurgia a výroba skla, mali pre keramické komponenty používať tepelne izolačné povlaky (ako povlaky zirkónia s hrúbkou 50 – 100 μm) alebo chladiace systémy (ako sú vodou chladené plášte) na reguláciu povrchovej teploty keramiky pod 1 200 °C.
Ochrana proti korózii: Rozsah odolnosti voči korózii keramiky z nitridu kremíka by mal byť jasne identifikovaný – je odolný voči väčšine anorganických kyselín, zásad a roztokov solí s výnimkou kyseliny fluorovodíkovej (koncentrácia ≥ 10 %) a koncentrovanej kyseliny fosforečnej (koncentrácia ≥ 85 %), ale môže podliehať oxidačnej korózii v silne oxidačných médiách (ako je zmes peroxidu vodíka a koncentrovanej kyseliny niničitej). Preto by sa v chemických scenároch malo najprv potvrdiť zloženie média. Ak je prítomná kyselina fluorovodíková alebo silne oxidačné médiá, mali by sa použiť iné materiály odolné voči korózii (ako je polytetrafluóretylén a Hastelloy); ak je médium slabo korozívne (napr. 20 % kyselina sírová a 10 % hydroxid sodný), je možné na keramický povrch nastriekať antikorózne nátery (napr. nátery oxidu hlinitého), aby sa ešte viac zlepšila ochrana.
Zamedzenie nárazovému zaťaženiu: Keramika z nitridu kremíka má slabú odolnosť proti nárazu (rázová húževnatosť približne 2–3 kJ/m², oveľa nižšia ako húževnatosť ocele, ktorá je nad 50 kJ/m²), takže nie je vhodná pre scenáre so silným nárazom (ako sú banské drviče a kováčske zariadenia). Ak sa musia použiť v scenároch s nárazom (ako sú keramické sitové dosky pre vibračné sitá), medzi keramický komponent a rám zariadenia by sa mala pridať tlmiaca vrstva (ako je guma alebo polyuretánový elastomér s hrúbkou 5–10 mm), aby absorbovala časť energie nárazu (čo môže znížiť zaťaženie nárazom o 40 % – 60 %) a predísť únavovému poškodeniu keramiky v dôsledku vysokej frekvencie nárazov.
(4) Pravidelná kontrola: Monitorujte stav a riaďte sa včas
Okrem každodenného čistenia a ochrany inštalácie môžu pravidelné kontroly údržby keramických komponentov z nitridu kremíka pomôcť včas odhaliť potenciálne problémy a zabrániť rozšíreniu porúch. Frekvencia kontrol, metódy a kritériá posudzovania komponentov v rôznych aplikačných scenároch by sa mali upraviť podľa ich špecifického použitia:
1. Mechanické rotačné komponenty (ložiská, plunžerové hriadele, vodiace kolíky)
Komplexná kontrola sa odporúča každé 3 mesiace. Pred kontrolou by malo byť zariadenie vypnuté a vypnuté, aby sa zabezpečilo, že komponenty sú nehybné. Počas vizuálnej kontroly by sa okrem kontroly povrchových škrabancov a prasklín pomocou 10–20-násobnej lupy mala použiť čistá mäkká handrička na utretie povrchu, aby sa skontrolovali kovové úlomky – ak sú prítomné úlomky, môže to znamenať opotrebenie zodpovedajúcich kovových komponentov, ktoré je tiež potrebné skontrolovať. Pri tesnení komponentov, ako sú plunžerové hriadele, by sa mala venovať zvláštna pozornosť kontrole tesniaceho povrchu, či nie je preliačený; hĺbka vrúbkov presahujúca 0,05 mm ovplyvní tesniaci výkon.
Pri testovaní výkonu by mal byť detektor vibrácií pripevnený tesne k povrchu súčiastky (napr. vonkajší krúžok ložiska) a hodnoty vibrácií by sa mali zaznamenávať pri rôznych rýchlostiach (od nízkych otáčok po menovité otáčky, v intervaloch 500 otáčok za minútu). Ak sa hodnota vibrácií náhle zvýši pri určitej rýchlosti (napr. z 0,08 mm/s na 0,25 mm/s), môže to znamenať nadmernú vôľu montáže alebo poruchu mazacieho tuku, čo si vyžaduje demontáž a kontrolu. Meranie teploty by sa malo vykonávať kontaktným teplomerom; po 1 hodine prevádzky komponentu zmerajte jeho povrchovú teplotu. Ak zvýšenie teploty presiahne 30 °C (napr. teplota komponentov presiahne 55 °C, keď je okolitá teplota 25 °C), skontrolujte nedostatočné mazanie (objem maziva menší ako 1/3 vnútorného priestoru ložiska) alebo zaseknutie cudzieho predmetu.
Ak hĺbka škrabancov presahuje 0,1 mm alebo hodnota vibrácií nepretržite prekračuje 0,2 mm/s, komponent by mal byť okamžite vymenený, aj keď je stále funkčný – ďalšie používanie môže spôsobiť rozšírenie škrabanca, čo môže viesť k prasknutiu komponentu a následnému poškodeniu iných častí zariadenia (napr. prasknuté keramické ložiská môžu spôsobiť opotrebovanie vretena, čím sa niekoľkonásobne zvýšia náklady na opravu).
2. Komponenty chemického zariadenia (obloženie, potrubia, ventily)
Kontroly by sa mali vykonávať každých 6 mesiacov. Pred kontrolou vypustite médium zo zariadenia a prepláchnite potrubia dusíkom, aby ste zabránili korózii kontrolných nástrojov zvyškovým médiom. Na testovanie hrúbky steny použite ultrazvukový hrúbkomer na meranie vo viacerých bodoch na komponente (5 meracích bodov na meter štvorcový vrátane ľahko opotrebovaných oblastí, ako sú škáry a ohyby), a ako aktuálnu hrúbku steny vezmite priemernú hodnotu. Ak strata opotrebením v ktoromkoľvek bode merania presiahne 10 % pôvodnej hrúbky (napr. aktuálna hrúbka menšia ako 9 mm pre pôvodnú hrúbku 10 mm), komponent by sa mal vopred vymeniť, pretože opotrebovaná oblasť sa stane bodom koncentrácie napätia a môže prasknúť pod tlakom.
Kontrola tesnenia v spojoch zahŕňa dva kroky: najprv vizuálne skontrolujte, či tesnenie nie je zdeformované alebo starne (napr. praskliny alebo stvrdnutie tesnení z fluorokaučuku), potom naneste mydlovú vodu (5% koncentrácia) na utesnenú oblasť a vstreknite stlačený vzduch s tlakom 0,2 MPa. Sledujte tvorbu bublín – žiadne bubliny po dobu 1 minúty indikujú kvalifikované utesnenie. Ak sú prítomné bubliny, rozoberte štruktúru tesnenia, vymeňte tesnenie (stlačenie tesnenia by malo byť kontrolované medzi 30 % – 50 %; nadmerné stlačenie spôsobí zlyhanie tesnenia) a skontrolujte keramický spoj, či neobsahuje stopy po nárazoch, pretože deformované spoje vedú k zlému tesneniu.
3. Komponenty zdravotníckych pomôcok (guličky s ložiskami zubných vŕtačiek, chirurgické ihly, vodidlá)
Skontrolujte ihneď po každom použití a vykonajte komplexnú kontrolu na konci každého pracovného dňa. Pri kontrole ložiskových guľôčok zubnej vŕtačky bežte zubárskou vŕtačkou pri strednej rýchlosti bez zaťaženia a počúvajte, či funguje rovnomerne – abnormálny hluk môže naznačovať opotrebovanie alebo nesprávne nastavenie ložiskových guľôčok. Utrite oblasť ložiska sterilným vatovým tampónom, aby ste skontrolovali, či sa v ňom nenachádzajú keramické nečistoty, ktoré naznačujú poškodenie ložiskovej guľôčky. V prípade chirurgických ihiel skontrolujte hrot pod silným svetlom, či neobsahuje otrepy (čo bude brániť hladkému rezaniu tkaniva) a skontrolujte, či sa telo ihly neohýba – každý ohyb presahujúci 5° si vyžaduje likvidáciu.
Udržujte denník používania, aby ste zaznamenali informácie o pacientovi, čas sterilizácie a počet použití pre každý komponent. Keramické ložiskové guľôčky pre zubné vŕtačky sa odporúčajú vymeniť po 50 použitiach – aj keď nie sú viditeľné žiadne poškodenia, dlhodobá prevádzka spôsobí vnútorné mikrotrhlinky (voľným okom neviditeľné), čo môže viesť k fragmentácii počas vysokorýchlostnej prevádzky a spôsobiť zdravotné nehody. Po každom použití by mali byť chirurgické vodidlá naskenované pomocou CT, aby sa skontrolovali vnútorné trhliny (na rozdiel od kovových vodidiel, ktoré je možné kontrolovať pomocou röntgenových lúčov, keramika vyžaduje CT kvôli vysokej penetrácii röntgenového žiarenia). Pre budúce použitie by sa mali sterilizovať iba vodidlá, u ktorých sa potvrdilo, že sú bez vnútorného poškodenia.
V. Aké praktické výhody má keramika z nitridu kremíka v porovnaní s podobnými materiálmi?
Pri výbere priemyselných materiálov keramika z nitridu kremíka často konkuruje keramike z oxidu hlinitého, keramike z karbidu kremíka a nehrdzavejúcej ocele. Nižšie uvedená tabuľka poskytuje intuitívne porovnanie ich výkonu, nákladov, životnosti a typických aplikačných scenárov na uľahčenie rýchleho hodnotenia vhodnosti:
| Porovnávacia dimenzia | Keramika z nitridu kremíka | Keramika z oxidu hlinitého | Keramika z karbidu kremíka | Nehrdzavejúca oceľ (304) |
| Výkon jadra | Tvrdosť: 1500–2000 HV; Odolnosť voči teplotným šokom: 600–800°C; Lomová húževnatosť: 7–8 MPa·m¹/²; Výborná izolácia | Tvrdosť: 1200–1500 HV; Odolnosť voči teplotným šokom: 300–400°C; Lomová húževnatosť: 3–4 MPa·m¹/²; Dobrá izolácia | Tvrdosť: 2200–2800 HV; Odolnosť voči teplotným šokom: 400–500°C; Lomová húževnatosť: 5–6 MPa·m¹/²; Vynikajúca tepelná vodivosť (120–200 W/m·K) | Tvrdosť: 200–300 HV; Odolnosť voči teplotným šokom: 200–300°C; Lomová húževnatosť: >150 MPa·m¹/²; Stredná tepelná vodivosť (16 W/m·K) |
| Odolnosť proti korózii | Odolný voči väčšine kyselín/zásad; Zkorodované iba kyselinou fluorovodíkovou | Odolný voči väčšine kyselín/zásad; Zkorodovaný v silných alkáliách | Vynikajúca odolnosť voči kyselinám; Zkorodovaný v silných alkáliách | Odolný voči slabej korózii; Zhrdzavený v silných kyselinách/zásadách |
| Referenčná jednotková cena | Ložisková gulička (φ10mm): 25 CNY/kus | Ložisková gulička (φ10mm): 15 CNY/kus | Ložisková gulička (φ10mm): 80 CNY/kus | Ložisková gulička (φ10mm): 3 CNY/kus |
| Životnosť v typických scenároch | Valec spriadacieho stroja: 2 roky; Obloženie splynovača: 5 rokov | Valec spriadacieho stroja: 6 mesiacov; Výstelka kontinuálneho odlievania: 3 mesiace | Časť brúsneho zariadenia: 1 rok; Kyslé potrubie: 6 mesiacov | Valec spriadacieho stroja: 1 mesiac; Obloženie splynovača: 1 rok |
| Montážna tolerancia | Chyba montážnej vôle ≤0,02 mm; Dobrá odolnosť proti nárazu | Chyba montážnej vôle ≤0,01 mm; Náchylné na praskanie | Chyba montážnej vôle ≤0,01 mm; Vysoká krehkosť | Chyba montážnej vôle ≤ 0,05 mm; Ľahko opracovateľné |
| Vhodné scenáre | Presné mechanické diely, vysokoteplotná izolácia, prostredie chemickej korózie | Opotrebiteľné diely so stredným nízkym zaťažením, scenáre izolácie pri izbovej teplote | Brúsne zariadenia s vysokým opotrebovaním, diely s vysokou tepelnou vodivosťou | Nízkonákladové scenáre pri izbovej teplote, nekorozívne konštrukčné diely |
| Nevhodné scenáre | Silný vplyv, prostredie s kyselinou fluorovodíkovou | Vysokoteplotné vysokofrekvenčné vibrácie, silné alkalické prostredie | Silné alkalické prostredie, scenáre vysokoteplotnej izolácie | Prostredie s vysokou teplotou, vysokým opotrebovaním a silnou koróziou |
Tabuľka jasne ukazuje, že keramika z nitridu kremíka má výhody v komplexnom výkone, životnosti a všestrannosti použitia, vďaka čomu je obzvlášť vhodná pre scenáre vyžadujúce kombinovanú odolnosť proti korózii, odolnosť proti opotrebovaniu a odolnosť proti tepelným šokom. Vyberte si nehrdzavejúcu oceľ pre extrémnu cenovú citlivosť, keramiku z karbidu kremíka pre potreby vysokej tepelnej vodivosti a keramiku z oxidu hlinitého pre základnú odolnosť proti opotrebovaniu pri nízkych nákladoch.
(1) vs. keramika z oxidu hlinitého: lepší komplexný výkon, vyššia dlhodobá efektívnosť nákladov
Keramika z oxidu hlinitého je o 30 % – 40 % lacnejšia ako keramika z nitridu kremíka, ale náklady na ich dlhodobé používanie sú vyššie. Zoberme si ako príklad valce spriadacích strojov v textilnom priemysle:
Keramické valčeky z hliníka (1200 HV): Náchylné na usadzovanie bavlneného vosku, vyžadujúce výmenu každých 6 mesiacov. Každá výmena spôsobí 4 hodiny odstávky (ovplyvní 800 kg výkonu) s ročnými nákladmi na údržbu 12 000 CNY.
Keramické valčeky z nitridu kremíka (1800 HV): Odolné voči usadzovaniu bavlneného vosku, vyžadujúce výmenu každé 2 roky. Ročné náklady na údržbu sú 5 000 CNY, čo predstavuje úsporu 58 %.
Rozdiel v odolnosti voči tepelným šokom je výraznejší v metalurgickom zariadení na plynulé odlievanie: keramické vložky do foriem z oxidu hlinitého praskajú každé 3 mesiace v dôsledku teplotných rozdielov a je potrebné ich vymeniť, zatiaľ čo keramické vložky z nitridu kremíka sa vymieňajú ročne, čím sa skracujú prestoje zariadení o 75 % a ročná výrobná kapacita sa zvyšuje o 10 %.
(2) vs. keramika z karbidu kremíka: širšia použiteľnosť, menej obmedzení
Keramika z karbidu kremíka má vyššiu tvrdosť a tepelnú vodivosť, ale je obmedzená zlou odolnosťou proti korózii a izoláciou. Vezmite si potrubia na prepravu kyslých roztokov v chemickom priemysle:
Keramické rúry z karbidu kremíka: skorodované v 20% roztoku hydroxidu sodného po 6 mesiacoch, vyžadujúce výmenu.
Keramické rúry z nitridu kremíka: Žiadna korózia po 5 rokoch v rovnakých podmienkach, s 10-krát dlhšou životnosťou.
V izolačných konzolách pre vysokoteplotné elektrické pece sa keramika z karbidu kremíka stáva polovodičom pri 1200 °C (objemový odpor: 10⁴ Ω·cm), čo vedie k poruche skratu 8 %. Naproti tomu keramika z nitridu kremíka si zachováva objemový odpor 10¹² Ω·cm s mierou skratového zlyhania iba 0,5 %, čo ich robí nenahraditeľnými.
(3) vs. nehrdzavejúca oceľ: vynikajúca odolnosť proti korózii a opotrebovaniu, menej údržby
Nerezová oceľ je lacná, ale vyžaduje častú údržbu. Vezmite vložky splyňovačov v uhoľnom chemickom priemysle:
Vložky z nehrdzavejúcej ocele 304: skorodované 1300 °C H₂S po 1 roku, čo si vyžaduje výmenu s nákladmi na údržbu 5 miliónov CNY na jednotku.
Keramické vložky z nitridu kremíka: S antipermeačným povlakom sa životnosť predlžuje na 5 rokov, s nákladmi na údržbu 1,2 milióna CNY, čo predstavuje úsporu 76 %.
V zdravotníckych pomôckach uvoľňujú ložiskové guľôčky zubných vrtákov z nehrdzavejúcej ocele 0,05 mg iónov niklu na jedno použitie, čo spôsobuje alergie u 10 až 15 % pacientov. Keramické ložiskové guľôčky z nitridu kremíka neuvoľňujú ióny (miera alergie <0,1 %) a majú 3x dlhšiu životnosť, čo znižuje počet kontrolných návštev pacienta.
VI. Ako odpovedať na bežné otázky o keramike z nitridu kremíka?
V praktických aplikáciách majú používatelia často otázky týkajúce sa výberu materiálu, nákladov a možnosti výmeny. Na podporu informovaného rozhodovania sa okrem základných odpovedí poskytujú aj doplňujúce rady pre špeciálne scenáre:
(1) Ktoré scenáre sú nevhodné pre keramiku z nitridu kremíka? Aké skryté obmedzenia si treba všímať?
Okrem silného nárazu, korózie kyselinou fluorovodíkovou a scenárov s prioritou nákladov je potrebné sa vyhnúť dvom špeciálnym scenárom:
Dlhodobé vysokofrekvenčné vibrácie (napr. vibračné sitové dosky v baniach): Zatiaľ čo keramika z nitridu kremíka má lepšiu odolnosť proti nárazu ako iná keramika, vysokofrekvenčné vibrácie (> 50 Hz) spôsobujú vnútorné šírenie mikrotrhlín, čo vedie k prasknutiu po 3 mesiacoch používania. Vhodnejšie sú gumokompozitné materiály (napr. pogumované oceľové dosky) so životnosťou nad 1 rok.
Presná elektromagnetická indukcia (napr. elektromagnetické meracie trubice prietokomeru): Keramika z nitridu kremíka je izolačná, ale stopové nečistoty železa (> 0,1 % v niektorých dávkach) interferujú s elektromagnetickými signálmi, čo spôsobuje chyby merania > 5 %. Na zabezpečenie presnosti merania by sa mala použiť keramika z oxidu hlinitého s vysokou čistotou (nečistota železa < 0,01 %).
Okrem toho, v scenároch s nízkou teplotou (<-100 °C, napr. potrubia na prepravu tekutého dusíka), sa keramika z nitridu kremíka stáva krehkejšou (lomová húževnatosť klesne na <5 MPa·m¹/2) a vyžaduje si úpravu pri nízkej teplote (napr. pridanie častíc karbidu bóru), aby sa predišlo praskaniu a zabránilo sa zvýšeným nákladom.
(2) Je keramika z nitridu kremíka stále nákladná? Ako kontrolovať náklady na aplikácie malého rozsahu?
Zatiaľ čo keramika z nitridu kremíka má vyššiu jednotkovú cenu ako tradičné materiály, malí používatelia (napr. malé továrne, laboratóriá, kliniky) môžu kontrolovať náklady pomocou nasledujúcich metód:
Vyberte si štandardné diely pred vlastnými dielmi: Prispôsobené špeciálne tvarované keramické diely (napr. neštandardné ozubené kolesá) vyžadujú náklady na formu ~ 10 000 CNY, zatiaľ čo štandardné diely (napr. štandardné ložiská, vodiace kolíky) nevyžadujú žiadne poplatky za formu a sú o 20 % – 30 % lacnejšie (napr. štandardné keramické ložiská stoja o 25 % menej ako vlastné ložiská).
Hromadný nákup na zdieľanie nákladov na dopravu: Keramiku z nitridu kremíka väčšinou vyrábajú špecializovaní výrobcovia. Pri nákupoch v malom rozsahu môžu náklady na dopravu predstavovať 10 % (napr. 50 CNY za 10 keramických ložísk). Spoločný hromadný nákup s blízkymi podnikmi (napr. 100 ložísk) znižuje prepravné náklady na ~5 CNY za jednotku, čo predstavuje úsporu 90 %.
Recyklujte a znovu použite staré diely: Mechanické keramické komponenty (napr. vonkajšie krúžky ložísk, vodiace kolíky) s nepoškodenými funkčnými oblasťami (napr. obežné dráhy ložísk, dosadacie plochy vodiacich kolíkov) môžu opraviť profesionálni výrobcovia (napr. preleštenie, náter). Náklady na opravu sú ~40 % nových dielov (napr. 10 CNY za opravené keramické ložisko oproti 25 CNY za nové), vďaka čomu je vhodné na cyklické použitie v malom rozsahu.
Napríklad malá zubná klinika, ktorá používa 2 keramické vŕtačky mesačne, môže znížiť ročné obstarávacie náklady na ~ 1 200 CNY nákupom štandardných dielov a spojením 3 kliník pre hromadný nákup (úspora ~ 800 CNY v porovnaní s individuálnymi vlastnými nákupmi). Okrem toho je možné staré ložiskové guľôčky vrtákov recyklovať na opravu, aby sa ďalej znížili náklady.
(3) Môžu byť kovové komponenty v existujúcom zariadení priamo nahradené keramickými komponentmi z nitridu kremíka? Aké úpravy sú potrebné?
Okrem kontroly kompatibility typu a veľkosti komponentov sú potrebné tri kľúčové úpravy na zabezpečenie normálnej prevádzky zariadenia po výmene:
Prispôsobenie zaťaženia: Keramické komponenty majú nižšiu hustotu ako kov (nitrid kremíka: 3,2 g/cm³; nehrdzavejúca oceľ: 7,9 g/cm³). Znížená hmotnosť po výmene vyžaduje opätovné vyváženie zariadení s dynamickou rovnováhou (napr. vretená, obežné kolesá). Napríklad výmena ložísk z nehrdzavejúcej ocele za keramické ložiská vyžaduje zvýšenie presnosti vyváženia vretena z G6,3 na G2,5, aby sa predišlo zvýšeným vibráciám.
Prispôsobenie mazania: Tuky z minerálnych olejov na kovové komponenty môžu na keramike zlyhať kvôli zlej priľnavosti. Mali by sa používať mazivá špecifické pre keramiku (napr. mazivá na báze PTFE) s upraveným plniacim objemom (1/2 vnútorného priestoru pre keramické ložiská vs. 1/3 pre kovové ložiská), aby sa zabránilo nedostatočnému mazaniu alebo nadmernému odporu.
Prispôsobenie spojovacieho materiálu: Keď sa keramické komponenty spájajú s kovom (napr. hriadele keramických plunžerov s kovovými valcami), kov by mal mať nižšiu tvrdosť ( Napríklad výmena oceľového vodiaceho kolíka v obrábacom stroji za keramický vyžaduje nastavenie vôle fitingu na 0,01 mm, zmenu protiľahlého kovového prípravku z ocele 45# (HV200) na mosadz (HV100) a použitie maziva špecifického pre keramiku. To zlepšuje presnosť polohovania z ±0,002 mm na ±0,001 mm a predlžuje životnosť zo 6 mesiacov na 3 roky. Okrem vizuálnej kontroly a jednoduchých testov si komplexné hodnotenie kvality vyžaduje profesionálne testovacie protokoly a praktické skúšky: Zamerajte sa na dva kľúčové ukazovatele v profesionálnych testovacích správach: Objemová hustota (kvalifikované produkty: ≥3,1 g/cm³; <3,0 g/cm³ označuje vnútorné póry, čím sa znižuje odolnosť proti opotrebovaniu o 20 %) a pevnosť v ohybe (izbová teplota: ≥800 MPa; 1200 °C: ≥600 MPa; nedostatočná pevnosť spôsobuje vysokú pevnosť). Pridajte „test odolnosti voči teplote“ na jednoduché vyhodnotenie: Vložte vzorky do muflovej pece, zohrejte z izbovej teploty na 1000 °C (rýchlosť ohrevu 5 °C/min), podržte 1 hodinu a prirodzene ochlaďte. Žiadne trhliny neindikujú kvalifikovanú odolnosť proti tepelným šokom (trhliny naznačujú chyby spekania a potenciálny lom pri vysokej teplote). Overenie praktickými skúškami: Kúpte si malé množstvá (napr. 10 keramických ložísk) a testujte 1 mesiac v zariadení. Zaznamenajte straty opotrebovaním (<0,01 mm) a hodnoty vibrácií (stabilné pri <0,1 mm/s), aby ste potvrdili spoľahlivosť pred hromadným nákupom. Vyhnite sa „trojproduktom“ (žiadne skúšobné protokoly, žiadni výrobcovia, žiadna záruka), ktoré môžu mať nedostatočné spekanie (objemová hustota: 2,8 g/cm³) alebo vysoké nečistoty (železo > 0,5 %). Ich životnosť je len 1/3 kvalifikovaných produktov, čím sa zvyšujú náklady na údržbu.
(4) Ako hodnotiť kvalitu keramických výrobkov z nitridu kremíka? Spojte profesionálne testovanie s jednoduchými metódami pre spoľahlivosť
Súvisiace produkty
-
-
Zirconia Ceramic Rod je vysokovýkonná keramická tyč vyrobená hlavne z oxidu zirkónia s vynikajúcou mechanickou pevnosťou a chemickou stabilitou. Vykazuje extrémne vysokú tvrdosť a odolnosť proti op...
Pozrite si Podrobnosti -
Modré zirkónové keramické dosky sú presné komponenty vyrobené z pokročilej zirkónovej keramiky. Sú farbené kobaltom, železom alebo meďou, aby vytvorili modrú farbu. Táto farba neslúži len ako vizuá...
Pozrite si Podrobnosti -

Tento modrý zirkónový keramický kolík je vyrobený z pokročilého zirkónového keramického materiálu, ktorý poskytuje vynikajúcu odolnosť a výkon. Zirkónová keramika je známa svojou vysokou pevnosťou,...
Pozrite si Podrobnosti -
Zirconia Ceramic Gear je vyrobený z keramického materiálu z oxidu zirkoničitého, ktorý má vynikajúcu vysokú pevnosť a vysokú tvrdosť. Táto vlastnosť materiálu mu umožňuje účinne odolávať opotrebova...
Pozrite si Podrobnosti -
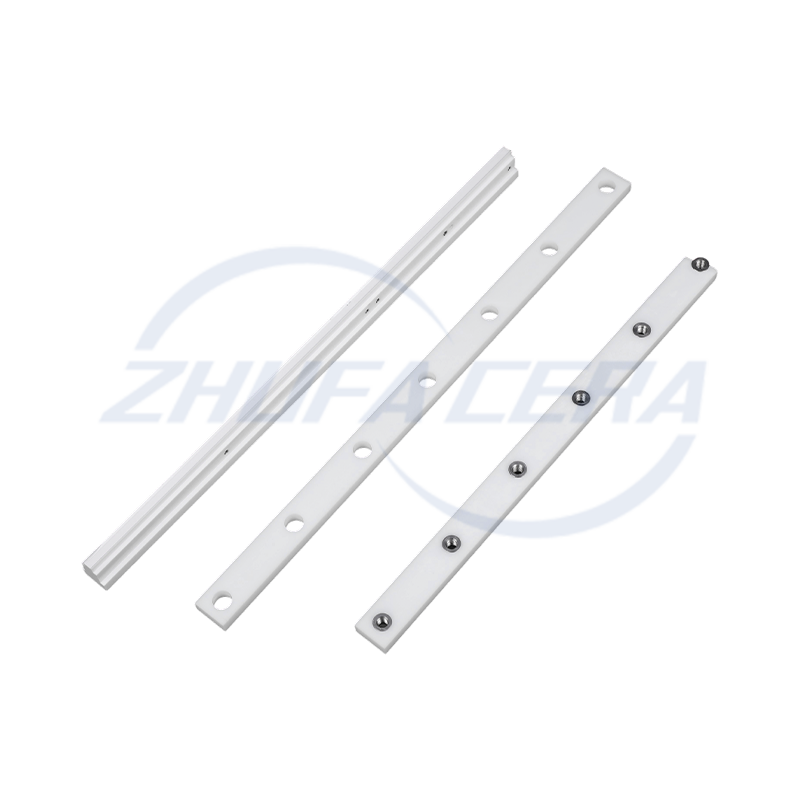
Zirkónová keramická vodiaca lišta je vysokovýkonná presná mechanická súčiastka vyrobená z keramického materiálu oxidu zirkoničitého. Jeho základné charakteristiky sú odvodené od vynikajúcich fyziká...
Pozrite si Podrobnosti -
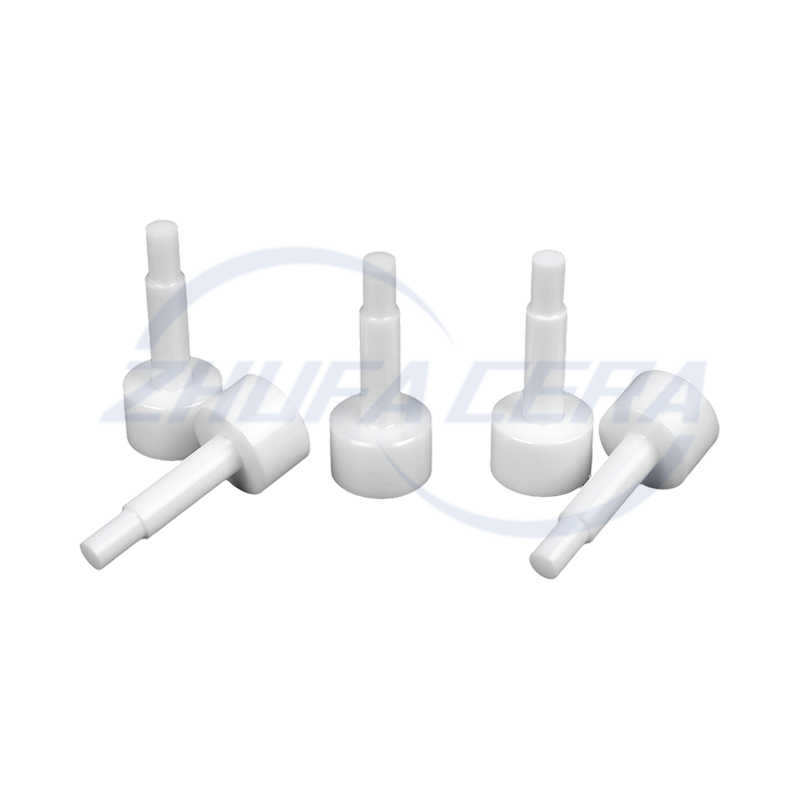
Zirkónový keramický polohovací kolík je vysoko presný polohovací prvok vyrobený z moderného keramického materiálu z oxidu zirkoničitého s vynikajúcimi fyzikálnymi a chemickými vlastnosťami. Medzi j...
Pozrite si Podrobnosti -
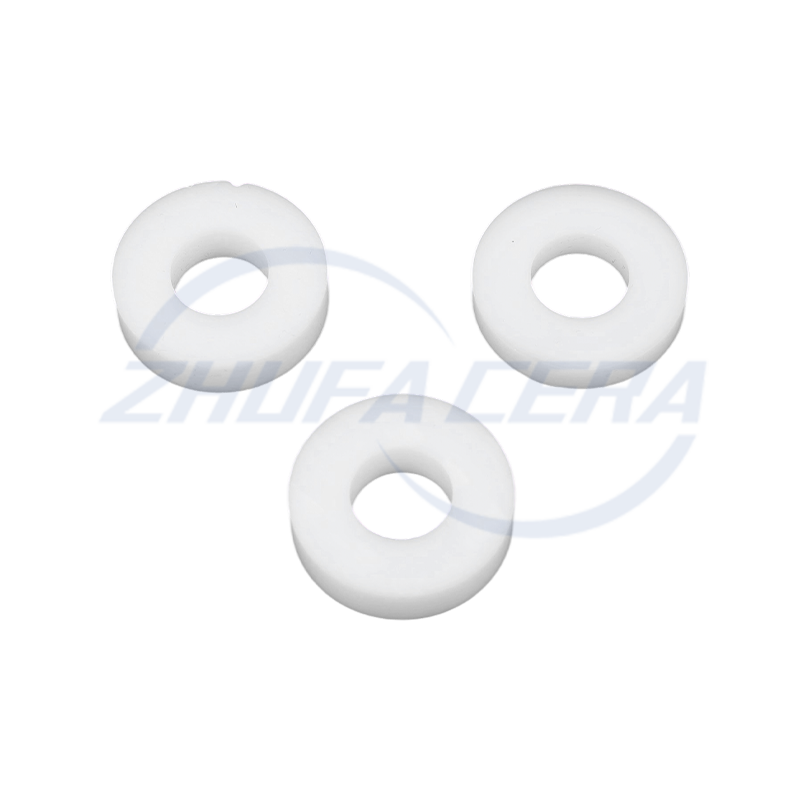
Zirkónový keramický prsteň je vysoko výkonný keramický výrobok známy svojimi vynikajúcimi fyzikálnymi a chemickými vlastnosťami. Má extrémne vysokú tvrdosť a pevnosť, s tvrdosťou podľa Mohsa viac a...
Pozrite si Podrobnosti -
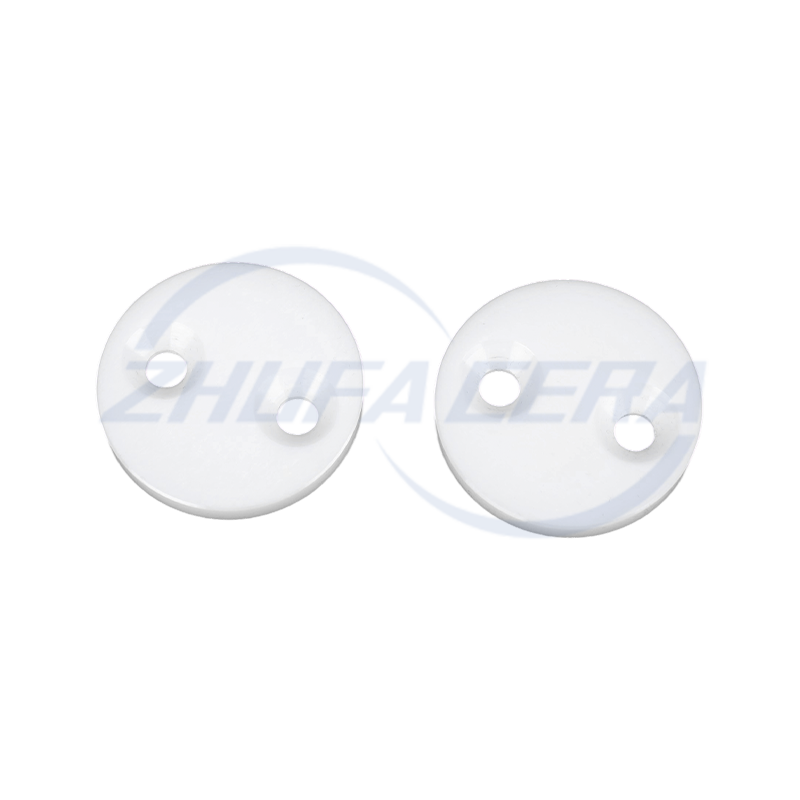
Zirkónové keramické dosky sa vďaka svojim jedinečným vlastnostiam stali funkčnými základnými komponentmi v rôznych oblastiach. S pevnosťou v ohybe 900–1200 MPa a lomovou húževnatosťou 6–10 MPa・m¹/²...
Pozrite si Podrobnosti -
Zirconia Ceramic Strip je pásový materiál vyrobený z vysoko výkonnej keramiky z oxidu zirkoničitého s vynikajúcimi fyzikálnymi a chemickými vlastnosťami. Má extrémne vysokú tvrdosť a pevnosť v ohyb...
Pozrite si Podrobnosti -
Zirkónové keramické doštičky sú reprezentatívnymi výrobkami v oblasti vysokovýkonnej konštrukčnej keramiky. V porovnaní s tradičnou aluminovou keramikou alebo kovovými materiálmi sú jeho komplexné ...
Pozrite si Podrobnosti -

Zirkónový keramický plunžer je vysoko výkonný komponent navrhnutý pre drsné priemyselné prostredie. V porovnaní s podobnými keramickými alebo kovovými piestovými výrobkami vyniká jedinečnými materi...
Pozrite si Podrobnosti

-
Rýchle odkazy
Domov Produkty O nás Služby Technológia Správy Kontaktujte nás -
Produkty
Keramické konštrukčné diely Zirkónová keramika Keramika z oxidu hlinitého Keramika ZTA Keramika z nitridu kremíka Keramika z karbidu kremíka Keramické vstrekované diely -
O nás
Prehliadka továrne Česť FAQ -
Kontaktné údaje
+86-188 8878 5188zf@zfcera.comč. 1, Xinggong Road, Anchang Industrial Park, Keqiao District, Shaoxing City, Zhejiang Province, Čína -
WhatsApp

Autorské práva © Zhejiang Zhufa Precision Ceramics Technology Co., Ltd. Všetky práva vyhradené.
Čínsky výrobca presnej keramiky
veľkoobchodný dodávateľ presnej keramiky
