

Čierny keramický krúžok z karbidu kremíka je vysoko výkonná keramická zostava vyrobená z vysoko čistého karbidu kremíka presným lisovaním a vysokoteplotným spekaním. Jeho štvoruholníková kryštálová...
Pozrite si Podrobnosti
SLEDUJTE NÁS:





 Email: zf@zfcera.com
Email: zf@zfcera.com
 Telephone: +86-188 8878 5188
Telephone: +86-188 8878 5188

Prečo keramické stopkové frézy nemôžu plne nahradiť karbid volfrámu
2026-06-06
V oblasti moderného presného obrábania sa vývoj materiálov rezných nástrojov nikdy nezastaví. Nedávno sa „keramické stopkové frézy“ často vymanili z priemyselného kruhu kvôli ich úžasnému výkonu pri vysokých teplotách, čo mnohým outsiderom dáva ilúziu, že „sa chystajú úplne nahradiť tradičné nástroje z karbidu volfrámu“. V prednej línii obrábacích dielní však stopkové frézy z karbidu volfrámu stále pevne držia korunu ako „zuby priemyslu“. Prečo keramické stopkové frézy nemôžu úplne nahradiť stopkové frézy z karbidu volfrámu? V akých extrémnych scenároch prejavujú nenahraditeľnú silu? Tento článok poskytuje podrobný technický rozpis od fyzickej povahy až po špecifické aplikácie.
- Prečo keramika nemôže plne nahradiť karbid volfrámu
T Aby sme pochopili generačný rozdiel medzi týmito dvoma materiálmi, musíme vystopovať ich mikroskopické štruktúry. Neschopnosť keramických stopkových fréz úplne nahradiť karbid volfrámu spočíva v troch fatálnych zraniteľnostiach:
- Extrémne nízka rázová húževnatosť (fatálna chyba): Karbid volfrámu (slinutý karbid) sa vyznačuje zloženou štruktúrou „fázy kovového spojiva v tvrdej fáze“, v ktorej kobalt zohráva úlohu „výstuže“ vo vystuženom betóne, čo mu dodáva mimoriadne vysokú odolnosť proti nárazu. Frézovanie je typický prerušovaný proces rezania, pri ktorom sa zuby nástroja opakovane zarezávajú a odrezávajú, pričom znášajú silné periodické mechanické otrasy. Keramike, ktorá je čisto anorganickým nekovovým materiálom, chýba fáza kovového spojiva. V dôsledku toho je ich lomová húževnatosť extrémne nízka, vďaka čomu sú za takýchto podmienok vysoko náchylné na mikroštiepenie alebo katastrofické lámanie.
- Drastické rozdiely v pevnosti v ohybe: Pevnosť v ohybe tradičných stopkových fréz z karbidu volfrámu zvyčajne dosahuje 2000 až 4000 MPa alebo dokonca vyššiu. Na rozdiel od toho je pevnosť v ohybe keramických stopkových fréz vo všeobecnosti len medzi 400 a 1000 MPa. To znamená, že keď sú keramické stopkové frézy vystavené veľkým bočným silám – ako sú veľké hĺbky rezu, vysoké rýchlosti posuvu alebo sa stretávajú s nehomogénnymi inklúziami v materiáli – sú veľmi náchylné na ohýbanie a prasknutie.
- Neschopnosť dosiahnuť „extrémne ostrú“ špičku: Vzhľadom na prirodzenú krehkosť materiálu nemožno keramické stopkové frézy brúsiť na tenkú a ako žiletku ostrú reznú hranu ako karbid volfrámu. Na ochranu hrany pred predčasným krehkým poškodením musia byť keramické nástroje navrhnuté s negatívnymi uhlami čela alebo hrubými skosenými hranami (honovanie). Výsledkom je, že pri obrábaní bežných mäkkých kovov (ako sú hliníkové zliatiny alebo nízkouhlíkové ocele) sa rezný odpor stáva obrovským, čo vedie k vážnym problémom s odvodom triesok.
- Ideálne aplikácie materiálov pre keramické stopkové frézy
Aj keď keramické stopkové frézy nie sú vhodné na mechanické nárazy a bočné sily, majú dva hlavné atribúty, ktorým sa karbid volfrámu môže len zriedka vyrovnať: výnimočná červená tvrdosť (udržiavanie tvrdosti pri vysokých teplotách až do 1200 °C alebo vyšších) a vynikajúca chemická stabilita. Vďaka tomu sú vysoko účinné „špeciálne sily“ v špecifických extrémnych pracovných podmienkach:
2.1 Letecký priemysel: Superzliatiny na báze niklu
Materiály ako Inconel 718 a GH4169 si zachovávajú extrémne vysokú pevnosť aj pri zvýšených teplotách a vykazujú silné mechanické vytvrdzovanie. Pri obrábaní tradičnými nástrojmi z karbidu volfrámu intenzívne teplo vyvolané trením rýchlo zmäkne a nástroj sa opotrebuje. Naopak, použitie SiAlON keramiky alebo keramických stopkových fréz vystužených fúzami na „suché rezanie“ bez chladiacej kvapaliny umožňuje zvýšenie reznej rýchlosti 5 až 10-krát v porovnaní s karbidom volfrámu. Základnou logikou je využiť extrémne teplo generované vysokorýchlostným trením na hrote nástroja na lokálne zmäkčenie povrchu zliatiny, čo umožňuje jeho hladké odstrihnutie v okamihu. To vedie k geometrickému nárastu efektivity spracovania.
2.2 Heavy-Duty Clash: Kalené ocele a špeciálne liatiny
Pri výrobe automobilových foriem, foriem a veľkých priemyselných valcov sa inžinieri po kalení často stretávajú s kovmi s vysokou tvrdosťou. Keramické stopkové frézy možno priamo nasadiť na vysokorýchlostné, vysokoúčinné hrubovacie a polodokončovacie operácie. Využitím tepla na dobitie tepla eliminujú potrebu únavných procesov obrábania elektrickým výbojom (EDM), čím drasticky skrátia celkový výrobný cyklus.
- Výkon jadra a porovnanie aplikácií
| Hodnotiaca dimenzia | Stopkové frézy z karbidu volfrámu | Keramické čelné frézy |
| Hlavné výhody | Vysoká pevnosť v ohybe, vynikajúca húževnatosť, výnimočná všestrannosť (pokrýva viac ako 90 % konvenčných materiálov). | Extrémne vysoká teplotná odolnosť (červená tvrdosť), ultra vysoká tvrdosť, silná chemická inertnosť. |
| Hlavné nevýhody | Náchylné na rýchle mäknutie a silné oxidačné opotrebovanie pri teplotách dosahujúcich 1000°C. | Vysoká krehkosť, nízka pevnosť v ohybe, extrémne citlivý na vibrácie a nestabilné nastavenia obrábania. |
| Stratégia obrábania | Odporúča sa používať s dostatočným množstvom chladiacej kvapaliny (mokré rezanie); veľmi vhodné pre veľkoobjemové, vysoko presné dokončovanie. | Dôrazne sa odporúča pre suché rezanie (prísne zakázať tepelný šok, aby sa zabránilo tepelnému praskaniu); vyniká pri vysokorýchlostnom hrubovaní. |
Zhrnutie od inžinierov z dielne:
Na moderných presných inteligentných výrobných linkách sa dôvtipní inžinieri nikdy nerozhodujú naslepo. Skutočne efektívnou stratégiou je „aliancia tag-team“. Najprv sa používa [Ceramic End Mill], aby sa využila jej vynikajúca červená tvrdosť, pričom sa odstráni veľká časť materiálu prostredníctvom vysokorýchlostného hrubovania pri tisícstupňových teplotách. Následne sa systém plynule prepne na [Tungsten Carbide End Mill], pričom využíva svoju vynikajúcu pevnosť v ohybe a ostrú hranu na vykonanie finálneho vysoko presného dokončovacieho obrábania s optimalizovanou hĺbkou rezu. Skutočnosť, že oba nástroje majú svoje silné stránky, je konečným kódom na dosiahnutie zníženia nákladov a zvýšenia efektívnosti.
Súvisiace produkty
-
-
Zirconia Ceramic Rod je vysokovýkonná keramická tyč vyrobená hlavne z oxidu zirkónia s vynikajúcou mechanickou pevnosťou a chemickou stabilitou. Vykazuje extrémne vysokú tvrdosť a odolnosť proti op...
Pozrite si Podrobnosti -
Modré zirkónové keramické dosky sú presné komponenty vyrobené z pokročilej zirkónovej keramiky. Sú farbené kobaltom, železom alebo meďou, aby vytvorili modrú farbu. Táto farba neslúži len ako vizuá...
Pozrite si Podrobnosti -

Tento modrý zirkónový keramický kolík je vyrobený z pokročilého zirkónového keramického materiálu, ktorý poskytuje vynikajúcu odolnosť a výkon. Zirkónová keramika je známa svojou vysokou pevnosťou,...
Pozrite si Podrobnosti -
Zirconia Ceramic Gear je vyrobený z keramického materiálu z oxidu zirkoničitého, ktorý má vynikajúcu vysokú pevnosť a vysokú tvrdosť. Táto vlastnosť materiálu mu umožňuje účinne odolávať opotrebova...
Pozrite si Podrobnosti -
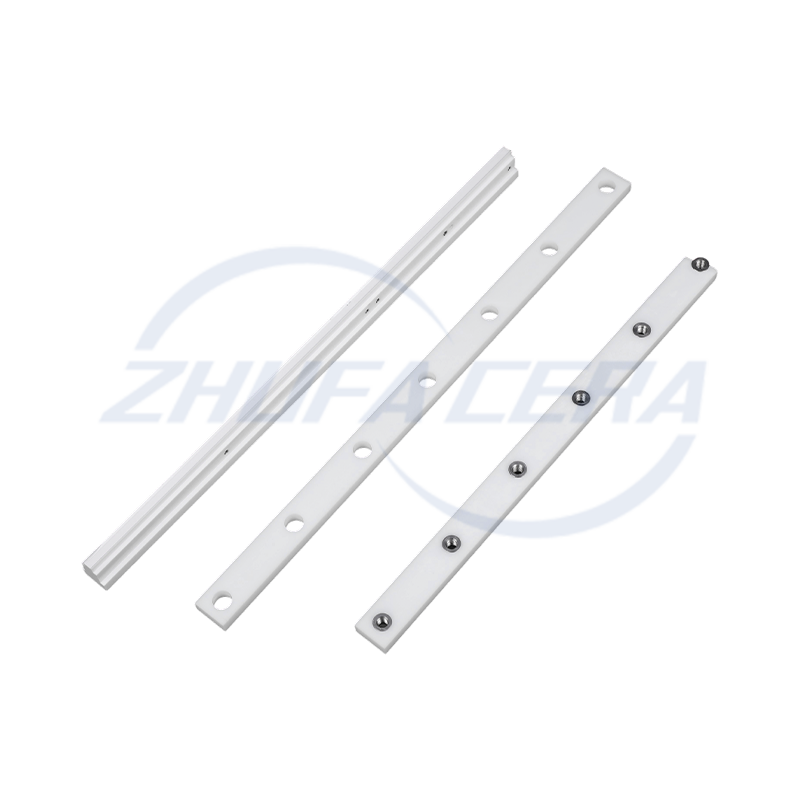
Zirkónová keramická vodiaca lišta je vysokovýkonná presná mechanická súčiastka vyrobená z keramického materiálu oxidu zirkoničitého. Jeho základné charakteristiky sú odvodené od vynikajúcich fyziká...
Pozrite si Podrobnosti -
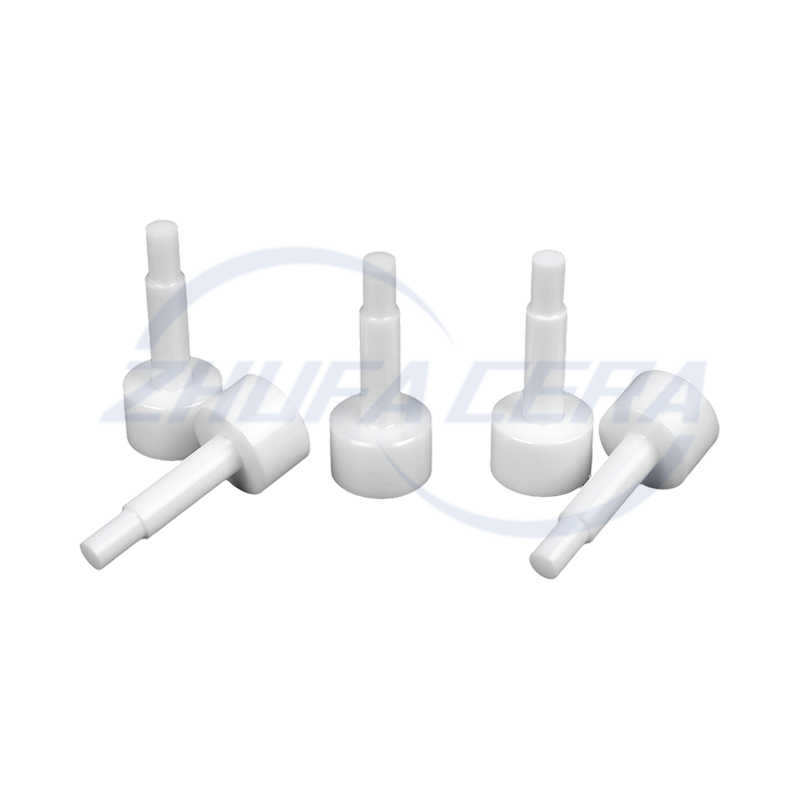
Zirkónový keramický polohovací kolík je vysoko presný polohovací prvok vyrobený z moderného keramického materiálu z oxidu zirkoničitého s vynikajúcimi fyzikálnymi a chemickými vlastnosťami. Medzi j...
Pozrite si Podrobnosti -
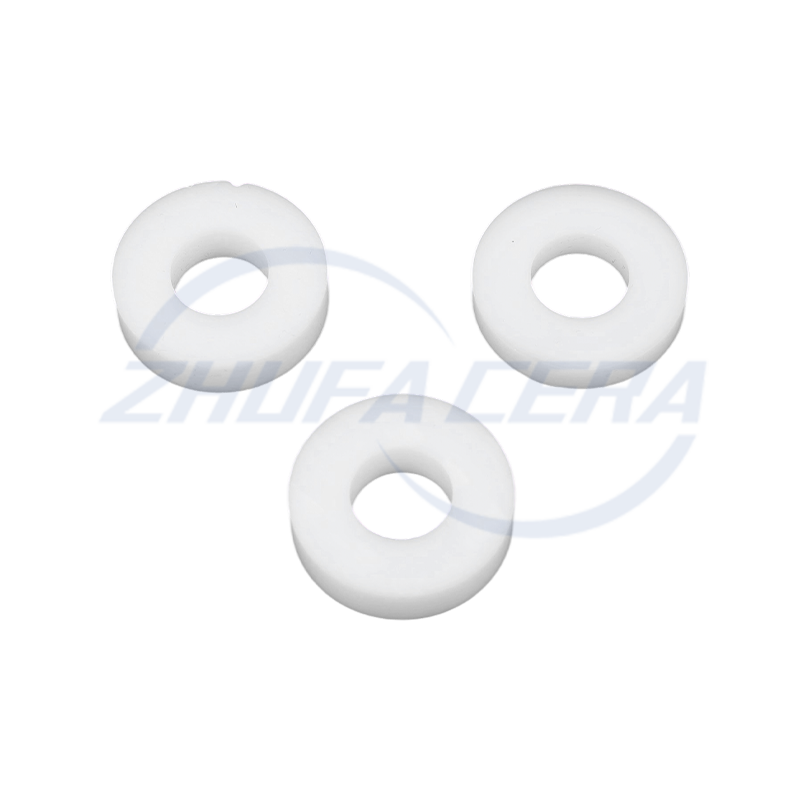
Zirkónový keramický prsteň je vysoko výkonný keramický výrobok známy svojimi vynikajúcimi fyzikálnymi a chemickými vlastnosťami. Má extrémne vysokú tvrdosť a pevnosť, s tvrdosťou podľa Mohsa viac a...
Pozrite si Podrobnosti -
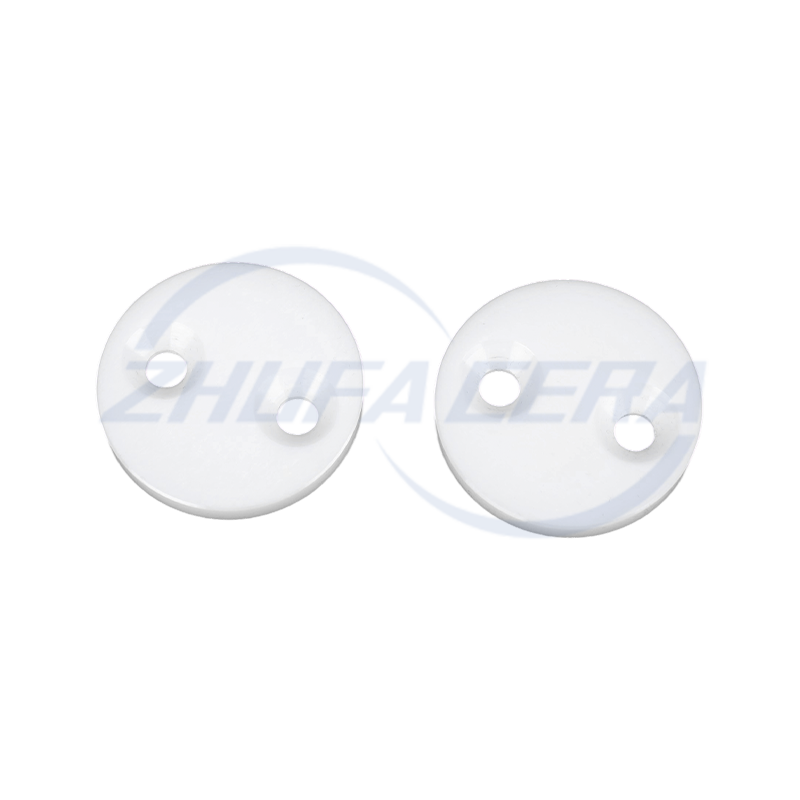
Zirkónové keramické dosky sa vďaka svojim jedinečným vlastnostiam stali funkčnými základnými komponentmi v rôznych oblastiach. S pevnosťou v ohybe 900–1200 MPa a lomovou húževnatosťou 6–10 MPa・m¹/²...
Pozrite si Podrobnosti -
Zirconia Ceramic Strip je pásový materiál vyrobený z vysoko výkonnej keramiky z oxidu zirkoničitého s vynikajúcimi fyzikálnymi a chemickými vlastnosťami. Má extrémne vysokú tvrdosť a pevnosť v ohyb...
Pozrite si Podrobnosti -
Zirkónové keramické doštičky sú reprezentatívnymi výrobkami v oblasti vysokovýkonnej konštrukčnej keramiky. V porovnaní s tradičnou aluminovou keramikou alebo kovovými materiálmi sú jeho komplexné ...
Pozrite si Podrobnosti -

Zirkónový keramický plunžer je vysoko výkonný komponent navrhnutý pre drsné priemyselné prostredie. V porovnaní s podobnými keramickými alebo kovovými piestovými výrobkami vyniká jedinečnými materi...
Pozrite si Podrobnosti

-
Rýchle odkazy
Domov Produkty O nás Služby Technológia Správy Kontaktujte nás -
Produkty
Keramické konštrukčné diely Zirkónová keramika Keramika z oxidu hlinitého Keramika ZTA Keramika z nitridu kremíka Keramika z karbidu kremíka Keramické vstrekované diely -
O nás
Prehliadka továrne Česť FAQ -
Kontaktné údaje
+86-188 8878 5188zf@zfcera.comč. 1, Xinggong Road, Anchang Industrial Park, Keqiao District, Shaoxing City, Zhejiang Province, Čína -
WhatsApp

Autorské práva © Zhejiang Zhufa Precision Ceramics Technology Co., Ltd. Všetky práva vyhradené.
Čínsky výrobca presnej keramiky
veľkoobchodný dodávateľ presnej keramiky
