

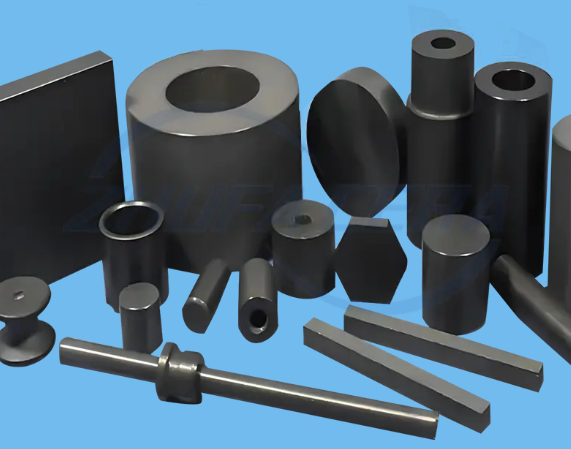
Čierny keramický krúžok z karbidu kremíka je vysoko výkonná keramická zostava vyrobená z vysoko čistého karbidu kremíka presným lisovaním a vysokoteplotným spekaním. Jeho štvoruholníková kryštálová...
Pozrite si Podrobnosti
SLEDUJTE NÁS:





 Email: zf@zfcera.com
Email: zf@zfcera.com
 Telephone: +86-188 8878 5188
Telephone: +86-188 8878 5188

Prečítajte si tajomstvá lisovania, spekania a tvarovej kontroly oxidu zirkoničitého a nitridu kremíka v jednom článku
2026-05-21
1. Základný proces výrobného procesu priemyselnej keramiky
Výroba priemyselnej keramiky (známej aj ako pokročilá keramika alebo inžinierska keramika) je prísny proces premeny sypkých anorganických nekovových práškov na presné diely s vysokou pevnosťou, odolnosťou proti opotrebeniu, odolnosťou voči vysokej teplote alebo špeciálnymi elektrickými vlastnosťami. . Jeho štandardný proces výroby jadra zvyčajne zahŕňa nasledujúce Päť hlavných etáp.

- Príprava prášku Precízne premiešajte suroviny vysokej čistoty. Aby mal prášok pri následnom formovaní dobrú tekutosť a väzbovú silu, je potrebné pridať vhodné množstvo organického spojiva, lubrikantu a dispergačného činidla. Po vysokovýkonnom miešaní v guľovom mlyne a sušení rozprašovaním sa získa granulovaný prášok s rovnomernou distribúciou veľkosti častíc.
- Formovanie zeleného tela Podľa geometrického tvaru a sériovej výroby produktu sa granulovaný prášok lisuje alebo vstrekuje do formy mechanickými prostriedkami. Medzi hlavné metódy formovania patrí lisovanie za sucha a izostatické lisovanie za studena ( CIP ), keramické vstrekovanie ( CIM ) a odlievanie pásky.
- Zelené spracovanie a odviazanie Vytvorené zelené telo obsahuje veľké množstvo organických spojív. Pred formálnym spekaním sa musí vložiť do odstraňovacej pece a pomaly zohrievať na vzduchu, aby došlo k pyrolýze alebo prchaniu (odmasťovaniu). Tvrdosť surového telesa po odstránení spojiva je nízka a je ľahké vykonať predbežné mechanické spracovanie, ako je vŕtanie a rezanie.
- Vysokoteplotné spekanie Toto je kritický krok pri dosahovaní konečných mechanických vlastností keramiky. Rozpojené surové teleso sa vloží do vysokoteplotnej spekacej pece. Medzi zrnami dochádza k prenosu hmoty a spájaniu. Póry sa postupne vypúšťajú. Zelené telo podlieha silnému zmenšeniu objemu a nakoniec sa dosiahne zhustenie.
- Presné obrábanie a kontrola Keďže keramika má po spekaní extrémne vysokú tvrdosť (zvyčajne hneď po diamante) a má určitý stupeň deformácie spekaním, ak chcú dosiahnuť rozmerové tolerancie na mikrónovej úrovni alebo zrkadlovú drsnosť povrchu, musia byť tvrdo a presne spracované pomocou diamantových brúsnych kotúčov a brúsnych pást a nakoniec komplexná kontrola kvality pomocou vysoko presných prístrojov, ako sú trojrozmerné súradnice.
2. Porovnanie procesných charakteristík medzi oxidom zirkónia a nitridom kremíka
Medzi moderné pokročilé konštrukčné keramiky patrí oxid zirkoničitý a nitrid kremíka Predstavené sú dva systémy. Prvý z nich je typická oxidová keramika s vynikajúcou vysokou húževnatosťou a estetikou; nitrid kremíka Je to neoxidová keramika s vysokou kovalentnou väzbou a má vynikajúci výkon v tvrdosti, stabilite tepelných šokov a extrémne vysokých teplotách. Nasleduje porovnanie kľúčových parametrov výrobného procesu týchto dvoch.
| Procesná dimenzia | Zirkónová keramika (ZrO₂) | nitrid kremíka陶瓷 (Si₃N₄) |
| klasický teplota spekania Titul | 1350 °C - 1500 °C Zahusťovanie môže byť dokončené v atmosfére normálneho tlaku vzduchu a náklady na zariadenie sú nízke. | 1700 °C - 1850 °C Na spekanie pod tlakom vzduchu sa musí zaviesť vysokotlakový dusík (1-10 MPa), aby sa zabránilo vysokoteplotnému rozkladu. |
| Kontrola zmršťovania čiary | 20 % - 22 % (veľké a stabilné) Hustota balenia prášku je rovnomerná a výpočet faktora amplifikácie formy je extrémne pravidelný. | 15 % – 18 % (relatívne malé, ale veľmi nestále) Vplyvom difúzie a rýchlosti zmeny fázy prísad v kvapalnej fáze je technológia kontroly veľkosti ťažká. |
| Fázové zmeny a objemové efekty | Existuje stres zo zmeny fázy Pri ochladzovaní sa tetragonálna fáza transformuje na monoklinickú fázu s objemovou expanziou 3%-5% a je potrebné zaviesť stabilizátory, ako je oxid ytritý, aby sa zabránilo praskaniu. | Zmena fázy Počas spekania sa fáza α transformuje na fázu β, čím sa vytvorí vzájomne prepletená stĺpcovitá kryštálová štruktúra, ktorá môže výrazne zlepšiť húževnatosť matrice. |
| Hlavný proces formovania | Suché lisovanie/za studena izostatické lisovanie, keramické vstrekovanie (CIM) Prášok má vysokú hustotu, dobrú tekutosť, ľahké zhutňovanie a hromadnú výrobu špeciálnych tvarov. | Izostatické lisovanie za studena (CIP), lisovanie Vnútorná hustota prášku je nízka, nadýchaná a ťažko sa zhutňuje, preto sa často používa viacsmerný vysokotlakový CIP. |
| ��Tipy na výrobu priemyselného pristátia: Srdce priemyselnej výroby keramiky leží v Dokonalé prispôsobenie medzi „krivkou teploty a času“ a „kompenzáciou zmršťovania“. Náročnosť oxidu zirkoničitého spočíva hlavne v supertvrdom stupni brúsenia po spekaní (vysoká strata nástroja a nízka účinnosť); zatiaľ čo základná bariéra nitridu kremíka spočíva v jeho prísnom procese spekania pomocou tlaku vzduchu pri ultravysokej teplote / izostatického lisovania za horúca a dôverného vzorca spekacích pomôcok na prenos hmoty kovalentnej väzby s nízkou teplotou topenia. |
Súvisiace produkty
-
-
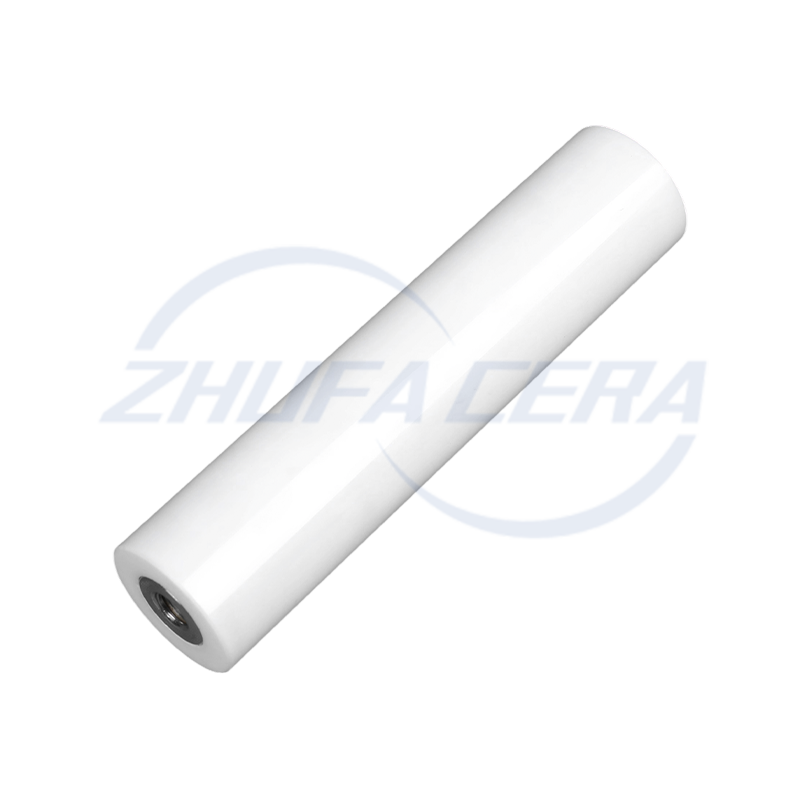
Zirconia Ceramic Rod je vysokovýkonná keramická tyč vyrobená hlavne z oxidu zirkónia s vynikajúcou mechanickou pevnosťou a chemickou stabilitou. Vykazuje extrémne vysokú tvrdosť a odolnosť proti op...
Pozrite si Podrobnosti -
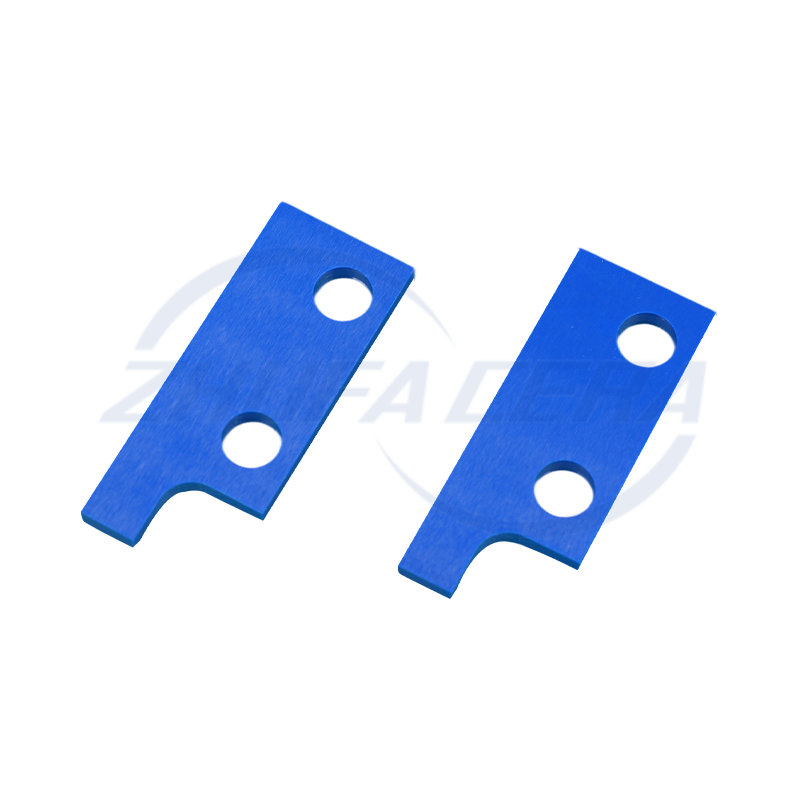
Modré zirkónové keramické dosky sú presné komponenty vyrobené z pokročilej zirkónovej keramiky. Sú farbené kobaltom, železom alebo meďou, aby vytvorili modrú farbu. Táto farba neslúži len ako vizuá...
Pozrite si Podrobnosti -

Tento modrý zirkónový keramický kolík je vyrobený z pokročilého zirkónového keramického materiálu, ktorý poskytuje vynikajúcu odolnosť a výkon. Zirkónová keramika je známa svojou vysokou pevnosťou,...
Pozrite si Podrobnosti -
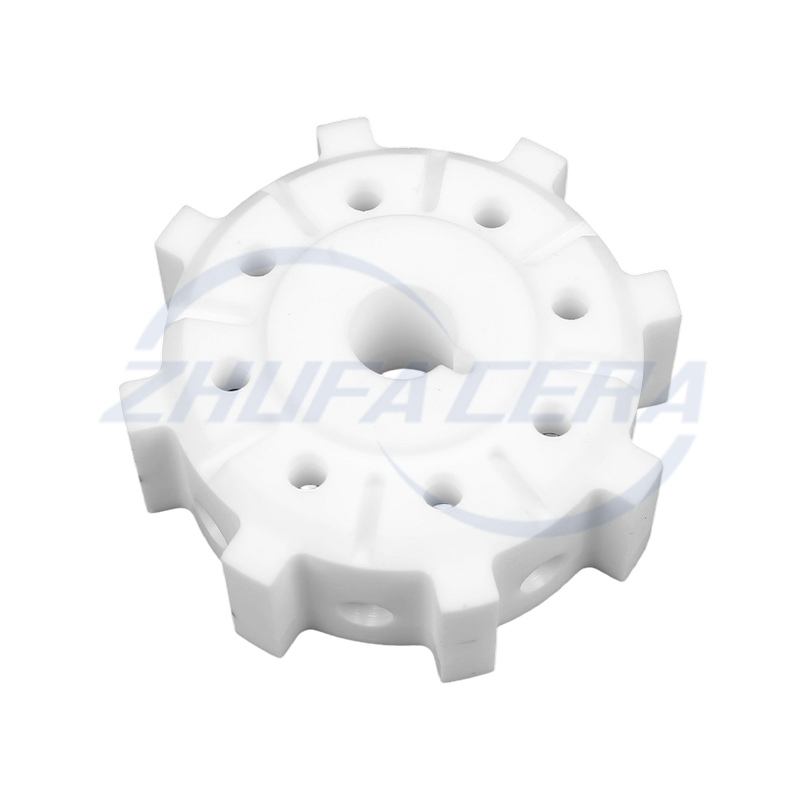
Zirconia Ceramic Gear je vyrobený z keramického materiálu z oxidu zirkoničitého, ktorý má vynikajúcu vysokú pevnosť a vysokú tvrdosť. Táto vlastnosť materiálu mu umožňuje účinne odolávať opotrebova...
Pozrite si Podrobnosti -
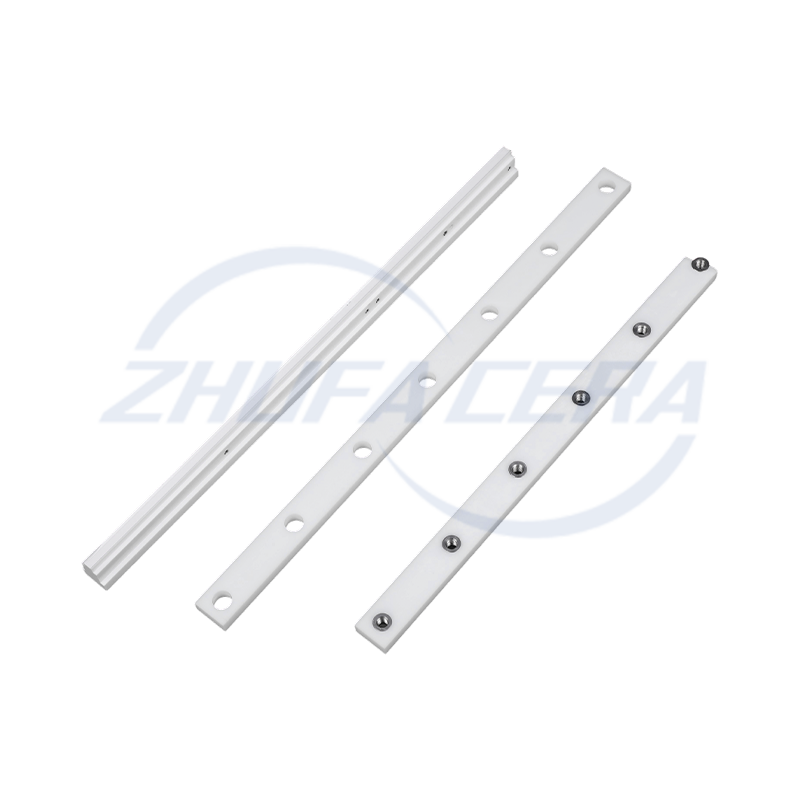
Zirkónová keramická vodiaca lišta je vysokovýkonná presná mechanická súčiastka vyrobená z keramického materiálu oxidu zirkoničitého. Jeho základné charakteristiky sú odvodené od vynikajúcich fyziká...
Pozrite si Podrobnosti -
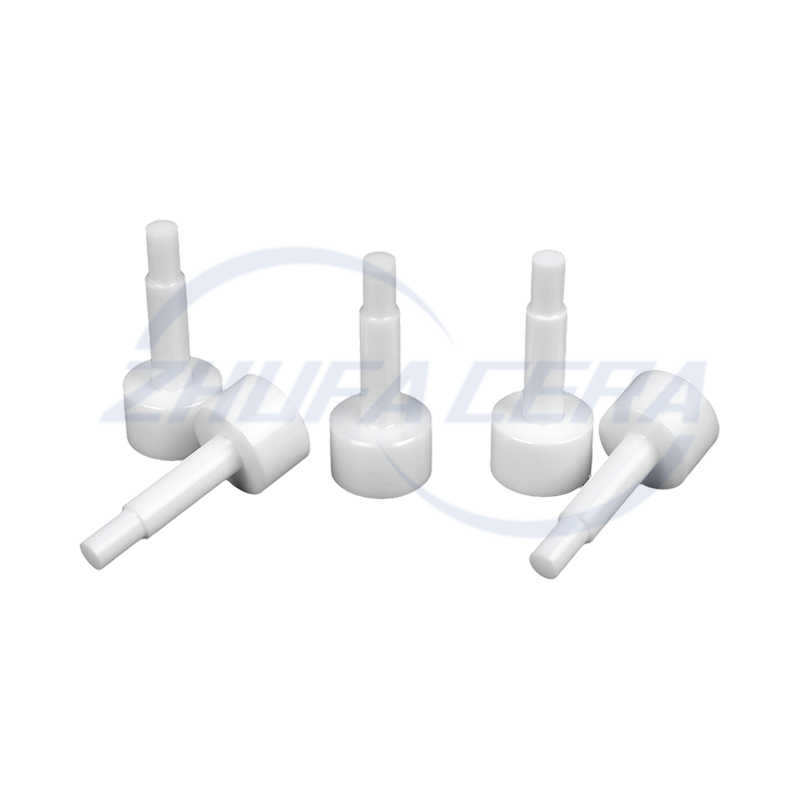
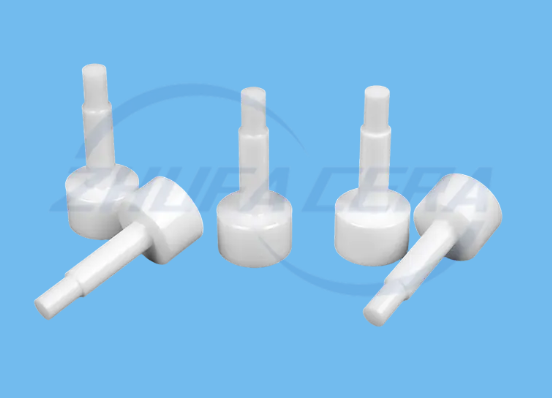
Zirkónový keramický polohovací kolík je vysoko presný polohovací prvok vyrobený z moderného keramického materiálu z oxidu zirkoničitého s vynikajúcimi fyzikálnymi a chemickými vlastnosťami. Medzi j...
Pozrite si Podrobnosti -
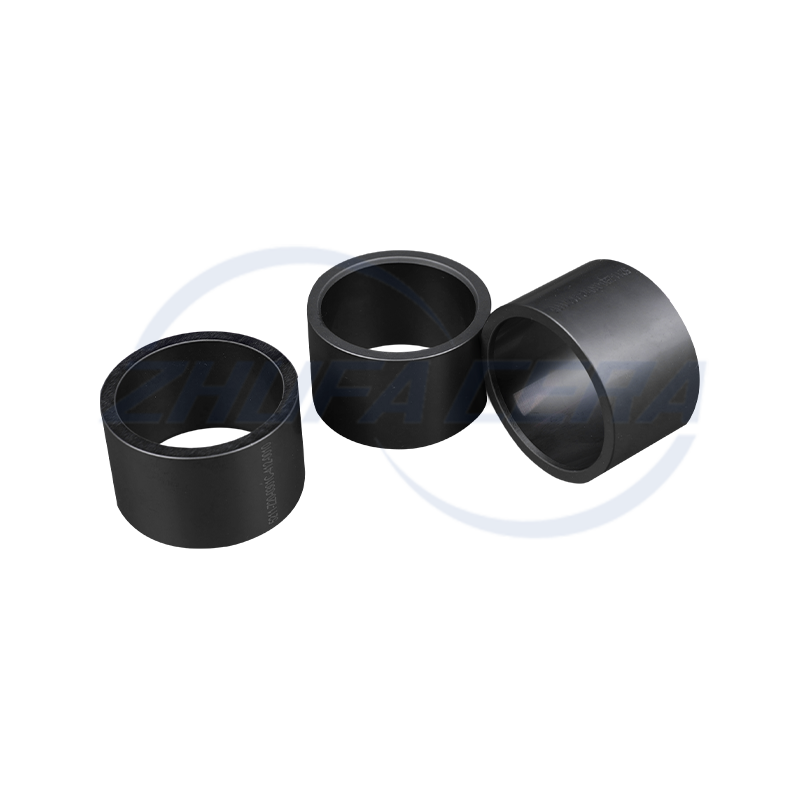
Zirkónový keramický prsteň je vysoko výkonný keramický výrobok známy svojimi vynikajúcimi fyzikálnymi a chemickými vlastnosťami. Má extrémne vysokú tvrdosť a pevnosť, s tvrdosťou podľa Mohsa viac a...
Pozrite si Podrobnosti -
Zirkónové keramické dosky sa vďaka svojim jedinečným vlastnostiam stali funkčnými základnými komponentmi v rôznych oblastiach. S pevnosťou v ohybe 900–1200 MPa a lomovou húževnatosťou 6–10 MPa・m¹/²...
Pozrite si Podrobnosti -
Zirconia Ceramic Strip je pásový materiál vyrobený z vysoko výkonnej keramiky z oxidu zirkoničitého s vynikajúcimi fyzikálnymi a chemickými vlastnosťami. Má extrémne vysokú tvrdosť a pevnosť v ohyb...
Pozrite si Podrobnosti -
Zirkónové keramické doštičky sú reprezentatívnymi výrobkami v oblasti vysokovýkonnej konštrukčnej keramiky. V porovnaní s tradičnou aluminovou keramikou alebo kovovými materiálmi sú jeho komplexné ...
Pozrite si Podrobnosti -

Zirkónový keramický plunžer je vysoko výkonný komponent navrhnutý pre drsné priemyselné prostredie. V porovnaní s podobnými keramickými alebo kovovými piestovými výrobkami vyniká jedinečnými materi...
Pozrite si Podrobnosti

-
Rýchle odkazy
Domov Produkty O nás Služby Technológia Správy Kontaktujte nás -
Produkty
Keramické konštrukčné diely Zirkónová keramika Keramika z oxidu hlinitého Keramika ZTA Keramika z nitridu kremíka Keramika z karbidu kremíka Keramické vstrekované diely -
O nás
Prehliadka továrne Česť FAQ -
Kontaktné údaje
+86-188 8878 5188zf@zfcera.comč. 1, Xinggong Road, Anchang Industrial Park, Keqiao District, Shaoxing City, Zhejiang Province, Čína -
WhatsApp

Autorské práva © Zhejiang Zhufa Precision Ceramics Technology Co., Ltd. Všetky práva vyhradené.
Čínsky výrobca presnej keramiky
veľkoobchodný dodávateľ presnej keramiky
